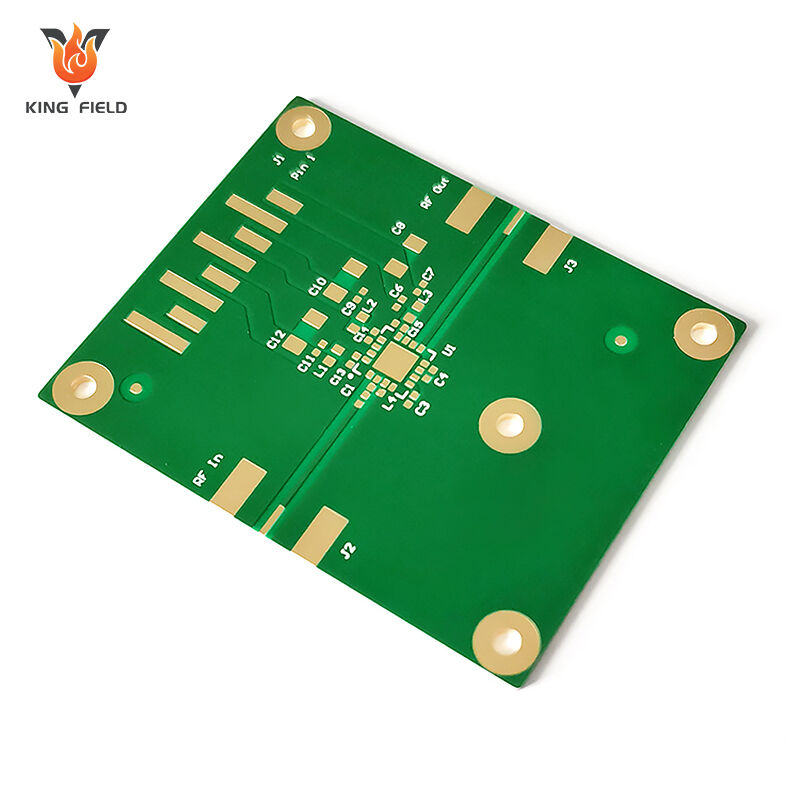
PCB Rogers
PCBs Rogers de alto rendemento para aplicacións de RF/telecomunicacións/automoción/industriais de alta frecuencia. Materiais premium Rogers
(RO4003C/RO5880), perdas ultra baixas e control preciso da impedancia—optimizados para integridade de sinal en GHz.
✅ Sustratos Rogers de baixa perda
✅ Control preciso de impedancia (±5%)
✅ Enfoque en RF/microondas/datos de alta velocidade
Descrición
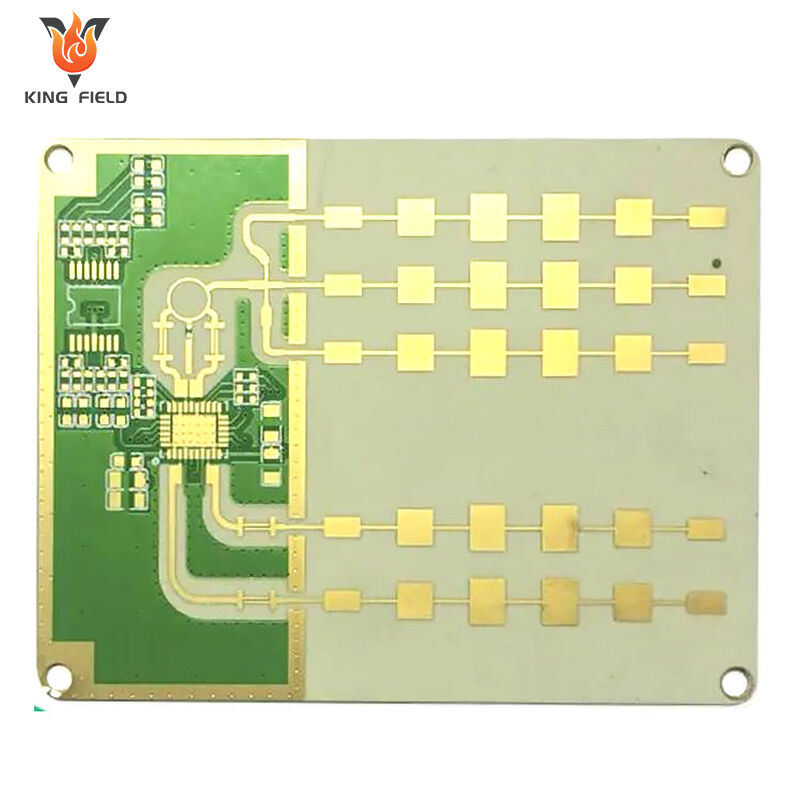
O que é o PCB de Rogers?
PCB Rogers refírese a unha placa de circuito impreso de alto rendemento fabricada con materiais laminados especializados producidos por Rogers Corporation, unha empresa americana de materiais e tecnoloxía avanzada. Ao contrario das placas convencionais FR-4 Fabricadas con resina epoxi e fibra de vidro, adopta principalmente materiais como politetrafluoroetileno (PTFE), composites cargados con cerámica ou mesturas de hidrocarburos. É especialmente adecuada para aplicacións electrónicas de alta frecuencia e alta velocidade e coñécese como o referente nos campos relacionados. A continuación ofrécese unha introdución detallada:
Serie de material central
| Serie de materiais | Características principais | Escenarios Típicos de Aplicación | |||
| Serie RO4000 | Ten un bo rendemento custo-beneficio, boa procesabilidade, constante dieléctrica estable e baixa perda dieléctrica. Por exemplo, o RO4350B ten unha constante dieléctrica estable arredor de 3,48 e excelente estabilidade térmica. | módulos de comunicación 5G, antenas de alta frecuencia e circuitos de radiofrecuencia. | |||
| Serie RT/duroid | Está baseado en fluoroplásticos, destacando por ter unha perda dieléctrica extremadamente baixa e un rendemento sobresaliente a alta frecuencia. RT5880 é un produto representativo. | Circuitos de microondas, sistemas de radar de precisión e instrumentos de proba de alta gama. | |||
| RO3000 Series | É un material fluoroplástico reforzado con boa estabilidade dimensional e resistencia á humidade. | Equipamento comercial de microondas e dispositivos de comunicación RF de gama media e alta. | |||
| TMM Series | Como material cerámico hidrocarbonado, combina as vantaxes das cerámicas e os hidrocarburos, con alta condutividade térmica e propiedades eléctricas estables. | Compóñentes RF de alta potencia e equipos electrónicos para funcionamento a alta temperatura. | |||
Vantaxes e Aplicacións
Vantaxes de Rendemento Sobresalientes
Baixa Perda de Sinal:
Os seus materiais teñen un baixo factor de disipación. Cando os sinais se transmite a frecuencias superiores a 2 GHz, a perda é moito menor que a dos PCBs tradicionais FR-4, o que garante efectivamente a integridade do sinal.
Propiedades Dieléctricas Estables:
A constante dieléctrica mantense estable dentro dun amplo intervalo de temperatura e frecuencia. Isto permite aos enxeñeiros deseñar con precisión circuítos como axuste de impedancia e liñas de transmisión.
Forta Adaptabilidade Ambiental:
Moitos materiais da súa serie teñen baixa absorción de auga, permitindo un funcionamento estable en ambientes de alta humidade. Mentres tanto, teñen altas temperaturas de transición vítrea (xeralmente por riba dos 280 °C) e excelente estabilidade térmica, o que pode soportar cambios extremos de temperatura.
Principais Campos de Aplicación
Telecomunicacións:
É un material fundamental para módulos RF de estacións base 5G, antenas de ondas milimétricas e equipos de comunicación por satélite, satisfacendo así a demanda de transmisión de sinais de baixa perda e alta velocidade nos sistemas de comunicación.
Aeronáutica e Defensa:
Aplícase a sistemas de radar, módulos de guía de misiles e equipos electrónicos espaciais. O seu baixo rendemento en desgasificación e resistencia a ambientes hostís pode adaptarse ás condicións complexas do espazo e do campo de batalla.
Electrónica automotiva:
Úsase en radares automotrices, módulos de comunicación 5G montados en vehículos e sistemas de control de potencia para vehículos de nova enerxía, que poden soportar o ambiente de traballo de alta temperatura e alta vibración nos vehículos.
Instrumentos de proba e medición:
Úsase en xeradores de sinais de alta frecuencia, analizadores de rede vectorial e outros instrumentos de precisión, o que garante a precisión e estabilidade das medicións dos instrumentos.
Precaucións
Debido ás diferenzas significativas nas características do sustrato entre as placas PCB de Rogers e as placas PCB FR-4 tradicionais, o proceso de fabricación require un control dirixido dos detalles do proceso. Os puntos principais a ter en conta son os seguintes:
Tratamento e almacenamento do sustrato
· Condicions de almacenamento:
Os materiais de base Rogers (especialmente os materiais de base PTFE) son propensos á absorción de humidade e deben almacenarse nun entorno de temperatura e humidade constantes. Se non se usan inmediatamente despois de abertos, deben empaquetarse ao baleiro e pecharse para evitar a absorción de humidade, o que podería causar burbullas e desprendemento durante a soldadura.
· Corte do material base:
Utilice ferramentas especializadas de aleación dura para o corte, para evitar o rachado das bordas do material base. Despois do corte, a suxeira das bordas debe limparse para evitar raiaduras no a superficie da placa durante o procesamento posterior.
· Limpeza da superficie:
Non utilice axentes limpiadores corrosivos fortes na superficie do sustrato. O alcol isopropílico é o preferido para esfregar e eliminar manchas de aceite ou po, evitando contaminacións que poidan afectar á resistencia da unión do cobre capa.
Proceso de perforación e conformado
· Parámetros de perforación:
O material Rogers baseado en PTFE ten alta dureza e baixa condutividade térmica. Ao taladrar, deben empregarse brocas recubertas con diamante. Reduza a velocidade de rotación, aumente a velocidade de avance e, ao mesmo tempo, mellorar o arrefecemento para evitar o desgaste da broca ou a abración do material base. Para os substratos cargados con nitruro de aluminio, é necesario evitar a formación de microfendas durante perforación. Pode adoptarse un método de perforación por etapas.
· Tratamento da parede do furaco:
Despois do taladrado, é necesario realizar unha limpeza por plasma ou un grabado químico para eliminar os restos de substrato na parede do furaco, asegurando a adhesión da metalización na parede do furaco.
Evita un atacado excesivo que poida provocar paredes de furos ásperas e afectar á uniformidade do recubrimento.
· Formación de forma:
Emprégase gravado de precisión CNC ou corte láser para evitar o punzonado. Despois do corte, as bordas deben lixarse para eliminar as rebarbas.
Metalización e galvanizado
· Pretensaño de cobre:
A superficie do substrato Rogers é moi inerte (especialmente o PTFE), polo que é necesario adoptar procesos especiais de rugosidade para aumentar a superficie rugosidade da superficie do sustrato e mellorar a adhesión da capa de cobre. Evita un rugosizado excesivo que poida danar a superficie do sustrato.
· Parámetros de galvanizado:
Ao galvanizar cobre, a densidade de corrente debe reducirse (un 15 % máis baixa que no FR-4), o tempo de galvanizado debe prolongarse e o recubrimento debe ser uniforme. Para deseños con cobre gros (≥2oz), galvanizado por segmentos debe adoptarse para evitar unha espesor de recubrimento irregular ou poros.
· Inspecção do recubrimento:
Centrarse na comprobación da cobertura e adhesión do recubrimento na parede do burato. A adhesión do recubrimento na parede do burato de PCBS Rogers baseados en PTFE debe ser ≥1,5 N/mm para previr o desprendemento do recubrimento durante uso posterior.
Ataquido e fabricación do circuíto
· Selección da solución de ataquido:
Usar solucións de ataquido ácidas (como sistema de cloruro de cobre) para evitar que as solucións de ataquido alcalinas corroan os sustratos Rogers (algúns sustratos con carga cerámica teñen baixa resistencia á alcalinidade); Durante o proceso de ataquido, a temperatura (25 a 30 °C) e a velocidade de ataquido deben controlarse estritamente para evitar un ataquido lateral excesivo, o que podería levar a unha diminución da precisión do circuíto.
· Compensación de liñas:
Presétase a cantidade de compensación de gravado segundo o tipo de material base para asegurar que o ancho final da liña cumpra co deseño requisitos; Para liñas finas (anchura < 0,1 mm), debe empregarse equipo de exposición de alta precisión para evitar liñas interrompidas ou cortocircuitos.
Máscara de soldadura e tratamento superficial
· Compatibilidade da tinta da máscara de soldadura:
Seleccionar tinta de máscara de soldadura resistente ao calor (Tg > 150 ℃) compatible con sustratos Rogers para previr que a tinta se desprenda por mala adhesión ao sustrato. Ao imprimir a máscara de soldadura, a presión do raspador debe reducirse para evitar que a tinta penetre no espazo do circuito.
· Proceso de curado:
A temperatura de curado da máscara de soldadura debe aumentarse paso a paso (de 80 ℃ a 150 ℃ gradualmente) para evitar a deformación do sustrato causada por un aumento brusco de temperatura. O tempo de curado é un 10% a 20% máis longo que o do FR-4 para asegurar a cura completa da tinta.
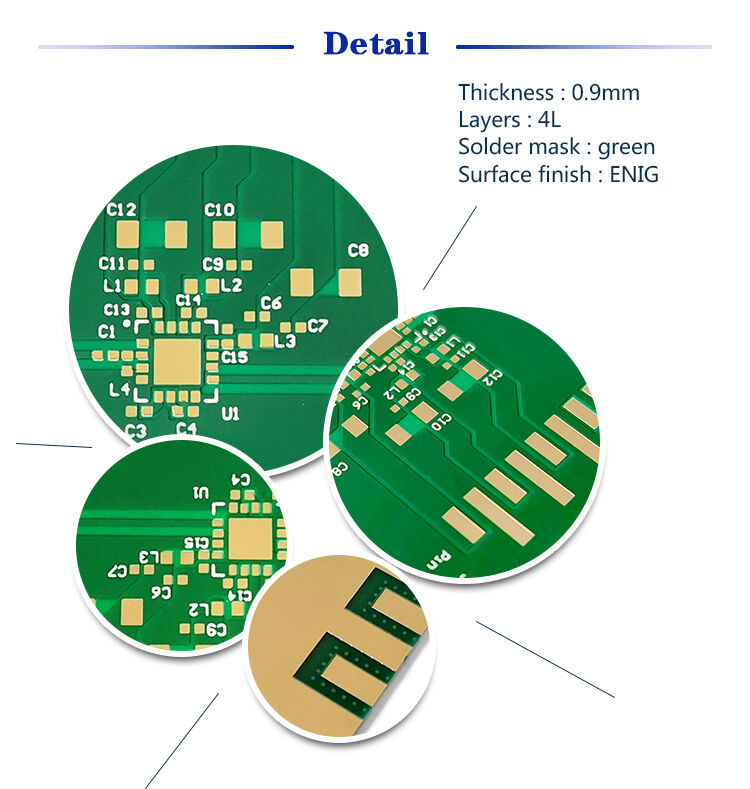
· Selección do tratamento superficial:
Priorícese o chapado en ouro (ENIG) ou chapado en estaño, e evítase o nivelado con aire quente (HASL) - o aire quente a alta temperatura pode provocar a deformación do substrato Rogers, e os materiais base PTFE teñen resistencia ao calor limitada .
Proceso de laminación
· Parámetros de laminación:
Establecer a temperatura, presión e tempo de laminación segundo o tipo de sustrato para evitar a descomposición do sustrato por temperaturas excesivas ou a deslaminación por presión desigual.
· Tratamento de eliminación de cola:
Antes da laminación, a chapa precurada (PP) debe precalentarse a 100 ℃ durante 30 minutos para eliminar substancias volátiles e previr a formación de bolbullas durante a laminación. A combinación do sustrato Rogers co PP necesita axustar o coeficiente de expansión térmica para reducir a deformación despois da laminación.
· Control da planicidade:
Despois de laminar o PCB de Rogers multicapa, debe prensarse en frío e axustarse. A taxa de arrefriamento debe controlarse a 5℃/min para evitar que unha diferenza de temperatura excesiva provoque curvatura na superficie do panel (o grao de curvatura debe ser ≤0,3%).
Probas e control de calidade
· Probas de rendemento eléctrico:
Centrarse na inspección da impedancia da liña, perda de inserción e razón de onda estacionaria. Utilice un analizador de rede para realizar probas en todo o rango dentro da banda de frecuencia deseñada para asegurar que o rendemento de alta frecuencia cumpra coas estándares.
· Probas de confiabilidade:
Realizar probas de ciclaxe térmico e probas de humidade e calor para verificar a estabilidade da unión entre o substrato e a capa de cobre, así como a capa de máscara de soldadura, para previr a falla causada polo envellecemento ambiental.
· Inspección visual:
Comprobe se na superficie do panel hai fisuras, deslaminación, bolbullas, bordos lisos dos circuítos e rebordos nas paredes dos orificios para asegurar que non existan defectos visibles evidentes.
Capacidade de fabricación de RPCB ríxidos
| Artigo | RPCB | HDI | |||
| anchura/liña mínima | 3MIL/3MIL(0,075 mm) | 2MIL/2MIL(0,05 mm) | |||
| diámetro mínimo do burato | 6MIL(0,15 mm) | 6MIL(0,15 mm) | |||
| abertura mínima da máscara de soldadura (unilateral) | 1,5 MIL (0,0375 MM) | 1,2 MIL (0,03 MM) | |||
| ponte mínimo de resistencia á soldadura | 3 MIL (0,075 MM) | 2,2 MIL (0,055 MM) | |||
| relación de aspecto máxima (grosor/diámetro do burato) | 0.417361111 | 0.334027778 | |||
| precisión de control de impedancia | +/-8% | +/-8% | |||
| grosor final | 0,3-3,2 MM | 0,2-3,2 MM | |||
| tamaño máximo da placa | 630 MM * 620 MM | 620 MM * 544 MM | |||
| grosor máximo de cobre acabado | 6 OZ (210 UM) | 2 OZ (70 UM) | |||
| grosor mínimo do circuíto | 6MIL(0,15 mm) | 3 MIL (0,076 MM) | |||
| capa máxima | 14 capas | 12 capas | |||
| Tratamento de superficie | HASL-LF、OSP 、Ouro por inmersión、Estano por inmersión 、Prata por inmersión | Ouro por inmersión、OSP、ouro por inmersión selectiva、 | |||
| imprenta de carbón | |||||
| Tamaño mínimo/máximo do burato láser | / | 3MIL / 9.8MIL | |||
| tolerancia do tamaño do burato láser | / | 0.1 |


