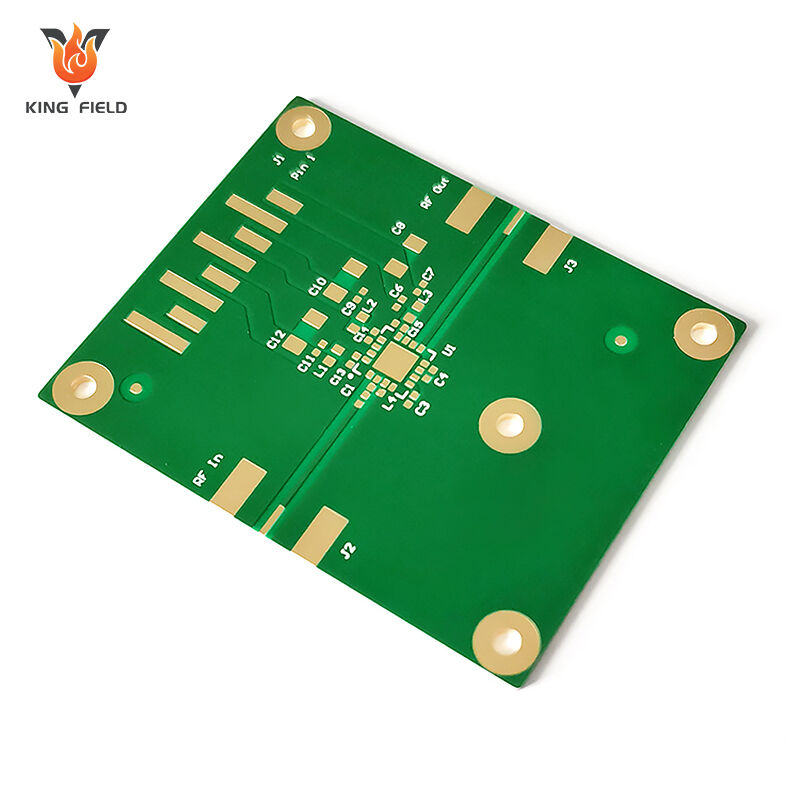
Rogers PCB
Högpresterande Rogers PCB:ar för RF/telekom/bil/industriella högfrekvensapplikationer. Premium Rogers-material
(RO4003C/RO5880), extremt låga förluster och exakt impedanskontroll – optimerade för GHz-signalintegritet.
✅ Låg-förlust Rogers-substrat
✅ Exakt impedanskontroll (±5 %)
✅ Fokus på RF/mikrovåg/höghastighetsdata
Beskrivning
Vad är Rogers PCB?
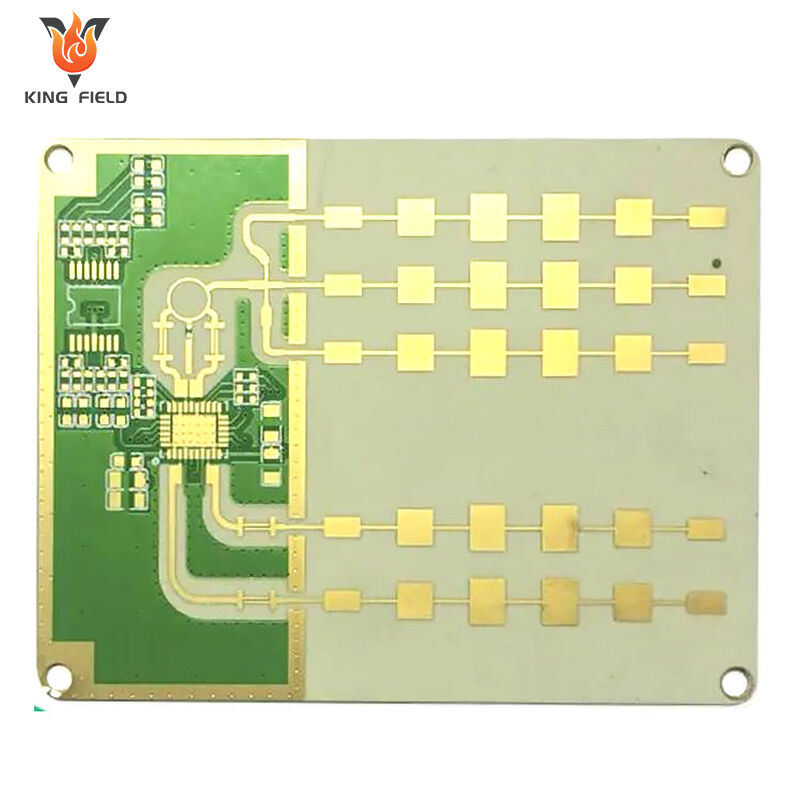
Rogers PCB syftar på en högpresterande kretskortstillverkning med specialframställda laminatmaterial från Rogers Corporation, ett amerikanskt företag inom avancerade material och teknologi. Till skillnad från konventionella FR-4 Kretskort som är tillverkade av epoxiharts och glasfiber använder det främst material som polytetrafluoroeten (PTFE), keramikfyllda kompositer eller kolleblandningar. Det är särskilt lämpat för högfrekventa och höghastighets elektronikscenarier och anses vara standarden inom relaterade områden. Följande är en detaljerad introduktion:
Kärnmaterialserier
| Materialserier | Huvudkännetecken | Typiska tillämpningsfall | |||
| RO4000-serien | Den har kostnadseffektivitet, god bearbetbarhet, stabil dielektrisk konstant och låga dielektriska förluster. Till exempel har RO4350B en stabil dielektrisk konstant runt 3,48 och utmärkt termisk stabilitet. | 5G-kommunikationsmoduler, högfrekventa antenner och radiofrekvenskretsar. | |||
| RT/duroid-serien | Den är baserad på fluorplaster och har extremt låga dielektriska förluster samt enastående högfrekvensegenskaper. RT5880 är en representativ produkt. | Mikrovågskretsar, precisionsradarsystem och högpresterande testinstrument. | |||
| RO3000-serien | Det är ett förstärkt fluorplastmaterial med god dimensionsstabilitet och fuktmotstånd. | Kommersiell mikrovågsutrustning och mellan- till högklassig RF-kommunikationsutrustning. | |||
| TMM-serien | Som ett kolvätekermatiskt material kombinerar det fördelarna med keramer och kolväten, med hög värmeledningsförmåga och stabila elektriska egenskaper. | Högpresterande RF-komponenter och elektronisk utrustning för drift vid höga temperaturer. | |||
Fördelar och Tillämpningar
Märkbara prestandafördelar
Låg signalförlust:
Materialen har en låg förlustfaktor. När signaler överförs vid frekvenser över 2 GHz är förlusten långt lägre än hos traditionella FR-4 PCB:er, vilket effektivt säkerställer signalkvaliteten.
Stabila dielektriska egenskaper:
Dielektricitetskonstanten förblir stabil inom ett brett temperatur- och frekvensområde. Detta gör att ingenjörer kan noggrant dimensionera kretsar såsom impendansanpassning och transmissionsledningar.
Stark miljöanpassningsförmåga:
Många material i serien har låg vattenabsorption, vilket möjliggör stabilt drift i högfuktiga miljöer. Samtidigt har de höga glasomvandlingstemperaturer (vanligtvis över 280 °C) och utmärkt termisk stabilitet, vilket kan tåla extrema temperaturförändringar.
Huvudsakliga användningsområden
Telekommunikation:
Det är ett kärnmaterial för 5G-basmobilers RF-moduler, millimetervågsantenneffekter och satellitkommunikationsutrustning, vilket uppfyller kraven på låg förlust och höghastighets signalöverföring i kommunikationssystem.
Rymd- och försvarsindustri:
Det används i radarsystem, missilstyrsystem och rymdburna elektroniksystem. Dess låga avgasningsprestanda och motståndskraft mot hårda miljöer gör att det kan anpassas till de komplexa förhållandena i rymd och stridsscenarier.
Fordonselektronik:
Den används inom bilradar, fordonmonterade 5G-kommunikationsmoduler och elkraftstyrningssystem för elfordon, vilket gör att den tål det högtempererade och starkt vibrerande arbetsmiljön i fordon.
Test- och mätinstrument:
Den används i högfrekventa signalgeneratorer, vektornätverksanalysatorer och andra precisionsinstrument, vilket garanterar mätningarnas noggrannhet och stabilitet.
Försiktighetsåtgärder
På grund av de betydande skillnaderna i substrategenskaper mellan Rogers PCB-kort och traditionella FR-4 PCB-kort kräver tillverkningsprocessen målinriktad kontroll av processdetaljer. De viktigaste punkterna att observera är följande:
Substratbehandling och lagring
· Lagringsförhållanden:
Rogers basmaterial (särskilt PTFE-basmaterial) är benäget att absorbera fukt och bör förvaras i en miljö med konstant temperatur och luftfuktighet. Om det inte används omedelbart efter öppning bör det förpackas i vakuum och förseglas för att förhindra fuktupptagning, vilket kan orsaka bubblor och avlamellering vid lödning.
· Skärning av grundmaterial:
Använd specialverktyg i hårt legerat stål för skärning för att förhindra kant sprickbildning i basmaterialet. Efter skärning ska kantavfall rengöras för att förhindra repor i kortytan under efterföljande bearbetning.
· Ytrengöring:
Använd inte starka frätande rengöringsmedel på substratytan. Isopropylalkohol är att föredra vid avtorkning för att ta bort oljefläckar eller damm, för att undvika föroreningar som kan påverka kopparklistrets bindningsstyrka lagret.
Borr- och formskapningsprocess
· Borrningsparametrar:
PTFE-baserat Rogers-material har hög hårdhet och dålig värmeledningsförmåga. Vid borrning bör diamantbelagda borr användas. Minska varvtalet, öka matningshastigheten och samtidigt förbättra kylning för att förhindra slitage av borr eller avgräming av basmaterialet. För substrat fyllt med aluminiumnitrid är det nödvändigt att undvika bildning av mikrosprickor under borrning. En stegvis borrningsmetod kan tillämpas.
· Behandling av hålväggen:
Efter borrning krävs plasma rengöring eller kemisk etning för att ta bort återstod av substrat från hålväggen, för att säkerställa god adhäsion för metallisering på hålväggen.
Undvik överdriven etsning som kan orsaka grova hålväggar och påverka beläggningens enhetlighet.
· Formning:
CNC-precisgravering eller laserbeskärning används för att undvika blankning. Efter skärning måste kanterna slipas för att ta bort spån.
Metallisering och galvanisering
· Förbehandling inför kopplering:
Ytan av Rogers-substratet är mycket inert (särskilt PTFE), så särskilda avjämningsprocesser måste användas för att öka ytans ytråhet på substratet och förbättra adhesionen hos kopplagret. Undvik överdriven strävhet som kan skada substratyta.
· Galvaniseringsparametrar:
Vid kopplering måste strömtätheten sänkas (15 % lägre än för FR-4), galvaniseringstiden bör förlängas, och beläggningen ska vara jämn. För tjockkoppar-design (≥2 oz), segmenterad galvanisering bör antas för att förhindra ojämn beläggnings tjocklek eller punktformiga hål.
· Beläggningsinspektion:
Fokusera på att kontrollera täckningsgraden och beläggningens adhesion på hålväggen. Adhesionen av beläggningen på hålväggen hos PTFE-baserade Rogers-kretskort bör vara ≥1,5 N/mm för att förhindra att beläggningen lossnar under efterföljande användning.
Ätning och kretstillverkning
· Val av ätningslösning:
Använd sura ätningslösningar (till exempel kopparkloridsystem) för att undvika att alkaliska ätningslösningar orsakar korrosion av Rogers-substrat (vissa keramikfyllda substrat har dålig motståndskraft mot alkali); Under ätningsprocessen måste temperaturen (25 till 30 ℃) och ätningshastigheten strikt kontrolleras för att förhindra överdriven sidätning, vilket kan leda till minskad noggrannhet i kretsen.
· Linjekompensation:
Förinställ den kemiska avjämningsmängd enligt basmaterialtyp för att säkerställa att den slutgiltiga linjebredden uppfyller design krav; För fina linjer (linjebredd < 0,1 mm) bör högprecisionsexponeringsutrustning användas för att undvika brutna linjer eller kortslutningar.
Lödlack och ytbehandling
· Kompatibilitet med lödlackfärg:
Välj lödlackfärg med hög temperaturmotstånd (Tg > 150 °C) som är kompatibel med Rogers-substrat för att förhindra att färgen lossnar på grund av dålig adhesion till substratet. När lödlack trycks ska skraptrycket minskas för att förhindra att färg tränger in i kretsen.
· Härdningsprocess:
Härdningstemperaturen för lödlack bör ökas stegvis (från 80 °C till 150 °C gradvis) för att undvika deformation av substratet orsakad av plötslig temperaturökning. Härdningstiden är 10–20 % längre än för FR-4 för att säkerställa fullständig härdening av färgen.
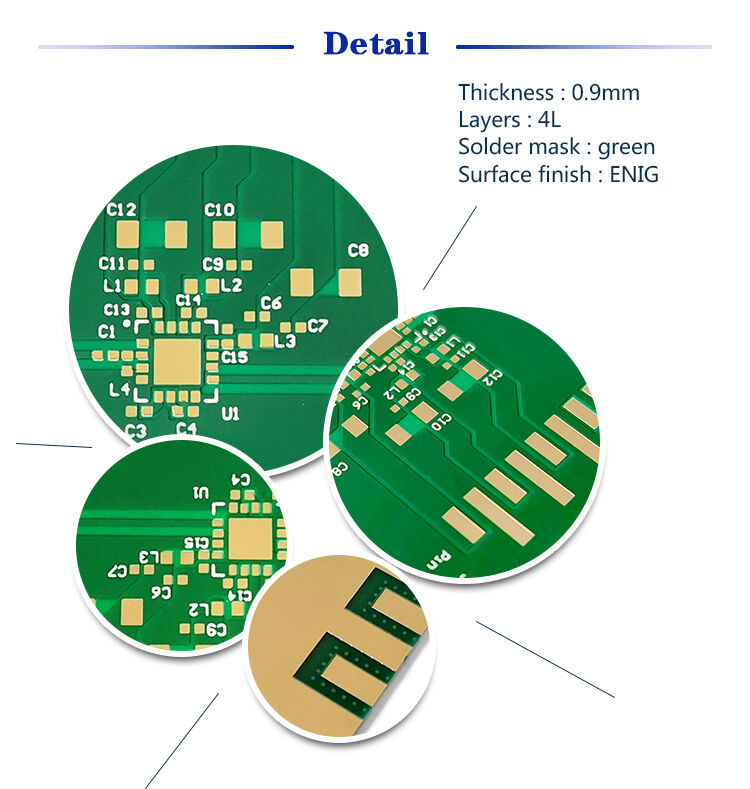
· Ytbehandlingens val:
Prioritera guldbeplätnig (ENIG) eller tinnbeplätnig, och undvik varmluftsnivå (HASL) – högtempererad luft kan orsaka att Rogers-substratet viker, och PTFE-basmaterial har begränsad värmetålighet .
Laminering Process
· Lamineringsparametrar:
Ställ in lamineringstemperatur, tryck och tid enligt typen av substrat för att undvika att substratet bryts ned på grund av för hög temperatur eller avskalning på grund av ojämnt tryck.
· Avlägsnande av lim:
Innan lamineringen ska förhärdat ark (PP) förbäddas vid 100℃ i 30 minuter för att ta bort flyktiga ämnen och förhindra bildandet av bubblor under lamineringen. Kombinationen av Rogers-substrat och PP måste matcha termiska expansionskoefficienten för att minska vridning efter lamineringen.
· Planhetskontroll:
Efter att den flerlagers Rogers PCB:en har lamineras måste den kylas och ställas. Kylningshastigheten bör kontrolleras till 5℃/min för att undvika alltför stor temperaturskillnad som kan orsaka vridning av plattans yta (vridningsgraden bör vara ≤0,3%).
Testning och kvalitetskontroll
· Elektrisk prestandatestning:
Fokusera på att undersöka ledningsimpedans, infogningsförlust och stående vågförhållande. Använd en nätverksanalysator för att genomföra testning över hela det designade frekvensbandet för att säkerställa att högfrekvensprestandan uppfyller standarder.
· Pålitlighetstestning:
Utför termiska cykeltester och fuktvärmetester för att verifiera bindningsstabiliteten mellan substratet och kopparlagret, samt lödmasklagret, för att förhindra fel som orsakas av åldring i miljön.
· Ytinspektion:
Kontrollera plattans yta för sprickor, avlamellering, bubblor, släta kanter på kretsarna och spår på hålväggarna för att säkerställa att det inte finns några synliga ytdefekter.
Stel RPCB-tillverkningskapacitet
| Vara | RPCB | HDI | |||
| minsta linjebredd/linjeavstånd | 3MIL/3MIL(0,075 mm) | 2MIL/2MIL(0,05 MM) | |||
| minsta håldiameter | 6MIL(0,15MM) | 6MIL(0,15MM) | |||
| minsta lödlackeröppning (enkel sida) | 1,5MIL(0,0375MM) | 1,2MIL(0,03MM) | |||
| minsta lödlackbro | 3MIL(0,075MM) | 2,2MIL(0,055MM) | |||
| maximalt aspektförhållande (tjocklek/håldiameter) | 0.417361111 | 0.334027778 | |||
| impedanskontrollnoggrannhet | +/-8% | +/-8% | |||
| färdig tjocklek | 0,3-3,2 MM | 0,2-3,2 MM | |||
| maximala kretskortsstorlek | 630 MM * 620 MM | 620 MM * 544 MM | |||
| maximal färdig koppartjocklek | 6 OZ (210 UM) | 2 OZ (70 UM) | |||
| minsta brädets tjocklek | 6MIL(0,15MM) | 3 MIL (0,076 MM) | |||
| maximalt antal lager | 14 lager | 12 lager | |||
| Ytbehandling | HASL-LF, OSP, Immersion Gold, Immersion Tin, Immersion Ag | Immersion Gold, OSP, selektiv immersion guld | |||
| kolprint | |||||
| Min/max laserhålstorlek | / | 3MIL / 9.8MIL | |||
| tolerans för laserhålstorlek | / | 0.1 |


