
Röntgen
Högprecisionsröntgeninspektion för PCB/PCBA-assemblyer – avslöjar dolda defekter i BGA, QFN, CSP och mikrokomponenter. Säkerställer lödfogs integritet, tomrum och komponentplacering enligt IPC-A-610.
Ideal för fordonsindustri, medicinsk elektronik och industriell elektronik. Vår icke-destruktiva provning identifierar problem som är osynliga för AOI, vilket minskar produktionsrisker och garanterar produktens tillförlitlighet. Snabb uppföljning, detaljerade rapporter och smidig integration med FAI och kvalitetskontrollflöden.
✅ Icke-destruktiv inspektion av BGA/QFN/CSP
✅ Analys av lodytor och kopplingsintegritet
✅ Resultat enligt IPC-A-610
✅ Snabba, detaljerade granskningsrapporter
✅ Minskar risker för produktionsfel
Beskrivning
Vad är automatisk röntgeninspektion?
PCB-röntgeninspektion, även känd som automatisk röntgeninspektion, används i många branscher, från medicinsk till flyg- och rymdindustri, för att identifiera tillverkningsfel. Den är särskilt vanlig vid PCB-inspektion eftersom röntgenstrålar erbjuder en utmärkt metod för att testa PCB-kvalitet och upptäcka dolda defekter utan att skada kretskortet.
När elektronik blir mindre och mer komplex, med komponenter som BGAs och QFNs där lödfogar döljs under kapsling, har automatisk röntgeninspektion blivit ett oumbärligt verktyg i monteringsarbetsflödet.
Viktig fördel jämfört med AOI
| AXI-fördelar | AOI-begränsningar som åtgärdas | ||||
| Upptäcker dolda inre defekter | Endast undersöker ytliga egenskaper; kan inte se under komponenter | ||||
| Oförstöjande provning—ingen skada på PCBA under undersökning | Samma som AOI, men AXI:s genomträngningsförmåga utökar omfånget av undersökningen | ||||
| Hög noggrannhet för finsteg, miniatyriserade komponenter | Svårt att undersöka komponenter som täcker lodderna eller har finsteg | ||||
| Möjliggör 3D-tomografi för lagerad undersökning av flerskikts PCB | Begränsad till 2D eller pseudo-3D ytanalys |
Nyckelapplikationscenarier inom PCB/PCBA-produktion
Undersökning efter reflow för dolda komponenter
Det vanligaste användningsfall—undersökning av lodfogar för BGA, QFN, CSP och flip-chip-enheter där lodförbindelserna ligger under komponentkroppen och är otillgängliga för AOI
Industritest med hög tillförlitlighet
Obligatoriskt för fordonsindustri, flyg- och rymdindustri, medicinsk utrustning och militär elektronik. Till exempel verifierar AXI BGA-lodporer i fordons-ECU (för att uppfylla IATF 16949-standarder) och säkerställer noll defekter i medicinska PCBA (i enlighet med ISO 13485).
Inspektion av flerskiktad PCB internt
Upptäcker interna defekter som mellanskikts kortslutningar, via-förskjutningar och felaktig placering av kopparledningar i komplexa flerskiktade PCB:er.
Analys av fel
Används vid rotorsaksanalys av fältnedlagda PCBA för att identifiera dolda defekter som inte är synliga vid visuell inspektion.
2D AXI kontra 3D AXI
På liknande sätt som AOI kategoriseras AXI i två typer baserat på bildgivningsförmåga:
· 2D AXI: Fångar en enda plan X-ray-bild, lämplig för grundläggande inspektion av lågdensitets PCB:er. Kostnadseffektiv men kan ha överlappande bildartefakter.
· 3D AXI (Röntgentomografi): Använder datortomografi för att generera lagrade 3D-bilder av PCBA. Eliminerar överlappande artefakter och möjliggör exakt mätning av lodfogvolym/voidförhållande—idealisk för högdensitet, högprecisios elektronik.
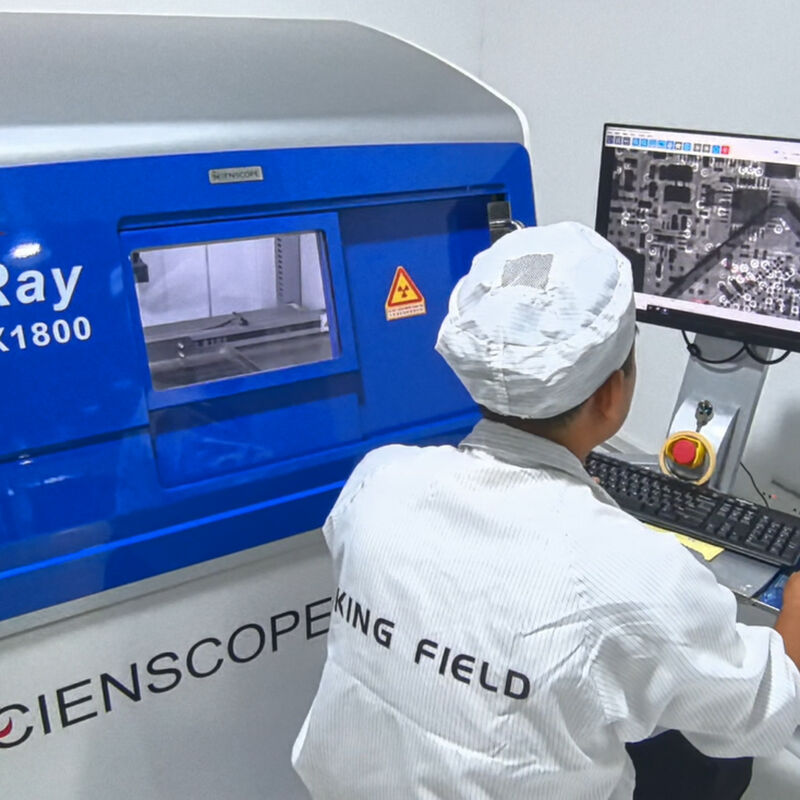
Hur fungerar ett röntgeninspektionssystem?
Ett röntgeninspektionssystem (vanligtvis kallat Automatisk Röntgeninspektion, AXI) är en icke-destruktiv provningsteknologi (NDT) som tränger igenom PCB/PCBA-assemblyer för att upptäcka dolda inre defekter. Till skillnad från AOI (som endast fångar ytbilder) utnyttjar AXI röntgenstrålens förmåga att passera genom material med varierande densitet, vilket gör det till guldstandard för inspektion av inkapslade komponenter som BGA, QFN och flip chips.
Arbetsprocessen för ett röntgeninspektionssystem kan delas in i 5 kärnsteg:
Steg 1: Systemkalibrering och referensinställning
Innan inspektionen konfigureras systemet för att matcha PCBA:s designspecifikationer:
· Importera referensdata: Ladda PCB:s CAD-fil eller en guldprov (avfelfri PCBA-bild) för att fastställa referensen för acceptabel lödjointform, volym och komponentpositionering.
· Justera röntgenparametrar: Finjustera röntgendos, spänning och ström baserat på PCBA:s tjocklek och komponenttäthet. Tjockare kort eller tätare komponenter kräver högre spänning för att säkerställa tillräcklig penetration.
· Ställ in toleransgränser för defekter: Definiera acceptabla intervall för defekter som lödvoidstorlek eller förskjutning av lödklot för att undvika felaktiga larmar.
Steg 2: Röntgenemission och penetration
Kärnan i systemet är röntgengeneratorn, som sänder ut en kontrollerad stråle av lågdos röntgenstrålning mot den PCBA som ska undersökas:
PCBA placeras på en precisionsbandtransportör eller scen för att säkerställa stabil positionering under avbildning.
Röntgenstrålar passerar genom PCBA. Material absorberer röntgenstrålning olika mycket beroende på densitet:
· Hög-densitetsmaterial: Absorberar mer röntgenstrålning och visas som mörka områden i den slutgiltiga bilden.
· Lågtäthetsmaterial: Absorberar färre röntgenstrålar och visas som ljusa områden i det slutgiltiga bilden.
För 3D AXI-system roterar PCBA:n eller röntgenkällan i flera vinklar för att fånga in data från flera riktningar.
Steg 3: Bildupptagning och signalomvandling
En högkänslig röntgendetektor (placerad på motsatt sida om röntgenkällan) fångar de dämpade röntgensignalerna efter att de passerat genom PCBA:n:
Detektorn omvandlar röntgenenergin till elektriska signaler, vilka sedan omvandlas till digitala gråskalebilder.
· För 2D AXI: En enda plan bild genereras, som visar den överlappande interna strukturen i PCBA:n.
· För 3D AXI (röntgentomografi): Flera 2D-bilder från olika vinklar sammanfogas med hjälp av rekonstruktionsalgoritmer för att skapa en lagrad 3D-modell av PCBA:n – eliminerar bildöverlappning och möjliggör tvärsnittsvyer.
Steg 4: Bildanalys och defektdetektering
Detta är systemets intelligenta kärna, där programvarualgoritmer analyserar de infångade bilderna mot den förinställda referens:
· 2D AXI-analys: Jämför gråskalefördelningen i PCBA-bilden med guldprovet. Avvikelser som mörka fläckar (överskott av lödmedel) eller ljusa fläckar markeras som potentiella defekter.
· 3D AXI-analys: Använder den 3D-modellen för att mäta exakta dimensioner. Den kan skilja mellan mindre variationer och kritiska defekter.
· Defektklassificering: Systemet sorterar defekter efter allvarlighetsgrad:
Kritisk: Lödbryggor mellan BGA-pinnar, stora hålrum, saknade lödbollar.
Stor: Liten förskjutning av lödbollar, små hålrum.
Mindre: Kosmetiska fel utan påverkan på funktionalitet.
Steg 5: Resultatutmatning och handlingsbar rapportering
Efter analys genererar systemet tydliga, spårbara resultat för produktionslag:
· Defektvisualisering: Markerar exakt platsen för defekter på PCBA-bilden eller 3D-modellen för enkel identifiering.
· Detaljerad rapportering: Skapar loggar med typ av fel, plats, allvarlighetsgrad och efterlevnadsstatus. Denna data lagras för processoptimering och kvalitetsspårning.
· Efterinspektionsdirigering: PCBA:n dirigeras automatiskt till en reparationstation för avvikelsering, eller skickas till nästa produktionssteg om inga fel upptas.


