
Røntgen
Høypresisjons røntgeninspeksjon for PCB/PCBA-enskoner—oppdager skjulte defekter i BGA, QFN, CSP og mikrokomponenter. Sikrer lodforbindelsesintegritet, tomrommer og komponentplassering i samsvar med IPC-A-610.
Ideell for bilindustri, medisinsk utstyr og industriell elektronikk. Vår ikke-destruktiv testing avslører problemer usynlige for AOI, minimerer produksjonsrisiko og garanterer produkt pålitelighet. Rask svartid, detaljerte rapporter og sømløs integrasjon med FAI og kvalitetskontrollarbeidsflyt.
✅ Ikke-destruktiv inspeksjon av BGA/QFN/CSP
✅ Analyse av loddefekter og leddighet
✅ Resultater i samsvar med IPC-A-610
✅ Raske og detaljerte inspeksjonsrapporter
✅ Reduserer risiko for produksjonsfeil
Beskrivelse
Hva er automatisert røntgeninspeksjon?
PCB-røntgeninspeksjon, også kjent som automatisert røntgeninspeksjon, brukes mye i ulike industrier, fra medisinsk til luftfartproduksjon, for å identifisere produksjonsfeil. Den er spesielt vanlig ved PCB-inspeksjon fordi røntgen gir en utmerket metode for å teste PCB-kvalitet og oppdage skjulte feil uten å skade kretskortet.
Ettersom elektronikk blir mindre og mer kompleks, med komponenter som BGAs og QFNs som har loddeforbindelser skjult under pakker, har automatisert røntgeninspeksjon blitt et uunnværlig verktøy i monteringsarbeidet.
Viktige fordeler i forhold til AOI
| AXI-fordeler | AOI-begrensninger løst | ||||
| Oppdager skjulte indre feil | Bare inspiserer overflatenære egenskaper; kan ikke se under komponenter | ||||
| Ikke-destruktiv testing—ingen skade på PCBA under inspeksjon | Samme som AOI, men AXIs gjennoptrångningsevne utvider inspeksjonsområdet | ||||
| Høy nøyaktighet for finnepp, miniatyriserte komponenter | Vanskeligheter med komponenter som dekker lodforbindelser eller har fine nepp | ||||
| Muliggjør 3D-tomografi for lagvis inspeksjon av flerlags PCB-er | Begrenset til 2D eller pseudo-3D overflateanalyse |
Nøkkel anvendelsesscener i PCB/PCBA-produksjon
Inspeksjon etter reflow for skjulte komponenter
Den mest vanlige bruksområde—inspisering av lodforbindelser for BGA, QFN, CSP og flip-chip-enheter der lodforbindelser er plassert under komponentkroppen og utilgjengelige for AOI
Høy-pålitelig industritest
Obligatorisk for automobil-, luftfart-, medisinsk- og militærelektronikk. For eksempel, AXI verifiserer BGA-loddåp i automobil-ECUer (for å oppfylle IATF 16949-standarder) og sikrer null feil i medisinsk PCBA (i overensstemmelse med ISO 13485).
Inspeksjon av flerlags PCB internt
Oppdager interne feil som mellomlags-kortslutninger, via-usynk, og feil plassering av kobberbaner i komplekse flerlags PCBer.
Analysen av feil
Brukt i rotårsaksanalyse for PCBA som har svikt i felt for å identifisere skjulte feil som ikke er synlige via visuell inspeksjon.
2D AXI mot 3D AXI
Likt AOI, er AXI inndelt i to typer basert på avbildningsevne:
· 2D AXI: Tar et enkelt planart Røntgenbilde, egnet for grunnleggende inspeksjon av lavtetthets PCB. Kosteffektiv, men kan ha overleirende bildeartefakter.
· 3D AXI (Røntgentomografi): Bruker datatommografi til å generere lagviste 3D-bilder av PCBA. Eliminerer overlappingseffekter og muliggjør nøyaktig måling av loddforbindelsers volum/tomromsforhold—ideell for høy tetthet og høy presisjonselektronikk.
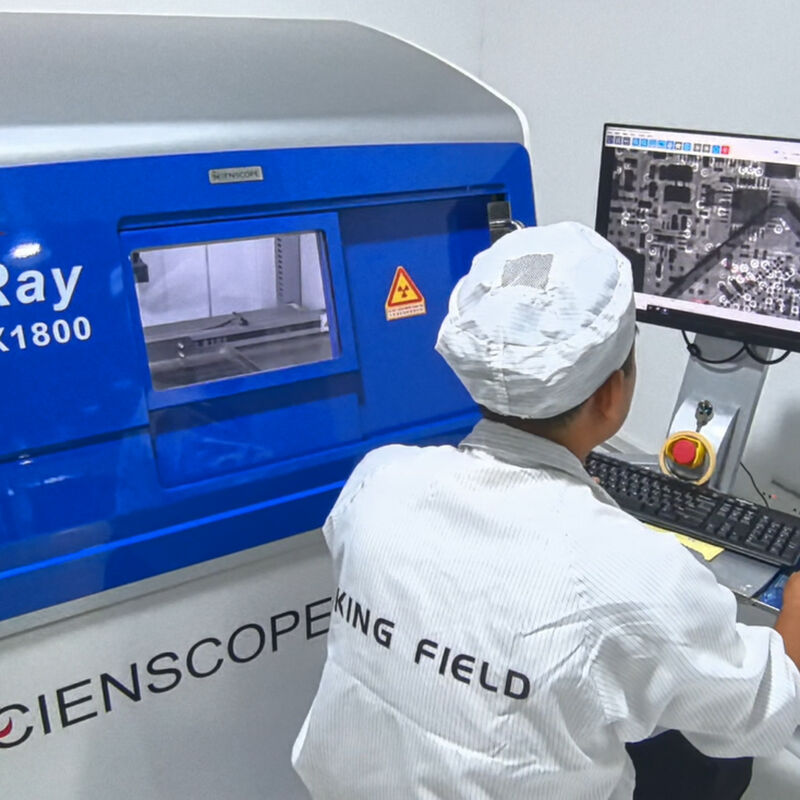
Hvordan fungerer et røntgeninspeksjonssystem?
Et røntgeninspeksjonssystem (vanligvis kalt Automatisk Røntgeninspeksjon, AXI) er en teknologi for ikke-destruktiv testing (NDT) som trenge inn i PCB/PCBA-komponenter for å oppdage skjulte indre defekter. I motsetning til AOI (som kun fanger opp overflatebilder), utnytter AXI røntgenstrålingens evne til å trenge gjennom materialer med ulik tetthet, noe som gjør det til gullstandarden for inspeksjon av lukkede komponenter som BGA, QFN og flip-chips.
Arbeidsprosessen for et røntgeninspeksjonssystem kan deles inn i 5 kjernefaser i sekvensiell rekkefølge:
Trinn 1: Systemkalibrering og referanseoppsett
Før inspeksjon konfigureres systemet til å matche PCBA-designspesifikasjonene:
· Importer referansedata: Last inn PCBs CAD-fil eller et gullprøvebilde (feilfritt PCBA-bilde) for å fastsette referansen for akseptabel loddeforbindelsesform, volum og komponentplassering.
· Jusér røntgenparametere: Finjuster røntgendose, spenning og strøm basert på PCBAs tykkelse og komponenttetthet. Tykkere kretskort eller tettere komponenter krever høyere spenning for å sikre tilstrekkelig gjennomtrengning.
· Angi toleransegrenser for feil: Definer akseptable områder for feil som størrelse på loddeforlodd eller forskyvning av loddeballer for å unngå falske alarmer.
Trinn 2: Røntgenutslipp og gjennomtrengning
Kjernen i systemet er røntgengeneratoren, som sender ut en kontrollert stråle av lavdoserende røntgenstråler mot PCBA under inspeksjon:
PCBA plasseres på en presisjonstransportør eller plate for å sikre stabil posisjon under scanning.
Røntgenstråler passerer gjennom PCBA. Materialer absorberer røntgenstråler forskjellig basert på sin tetthet:
· Høy-tetthetsmaterialer: Absorberer mer røntgenstråling og vises som mørke områder i det endelige bildet.
· Materialer med lav tetthet: Absorberer færre røntgenstråler og vises som lyse områder i det endelige bildet.
For 3D AXI-systemer roterer PCBA-en eller røntgenkilden i flere vinkler for å samle inn data fra flerrettede gjennomtrengninger.
Trinn 3: Bildeopptak og signalkonvertering
En høyfølsom røntgendetektor (plassert på motsatt side av røntgenkilden) registrerer dempede røntgensignaler etter at de har passert gjennom PCBA-en:
Detektoren konverterer røntgenenergien til elektriske signaler, som deretter omformes til digitale gråtonebilder.
· For 2D AXI: Et enkelt plant bilde genereres, som viser de overlappende indre strukturene i PCBA-en.
· For 3D AXI (røntgentomografi): Flere 2D-bilder fra ulike vinkler settes sammen ved hjelp av rekonstruksjonsalgoritmer for å lage en lagdelt 3D-modell av PCBA-en – noe som eliminerer bildeoverlapp og muliggjør tverrsnittsvisning.
Trinn 4: Bildeforståelse og defektdeteksjon
Dette er den intelligente kjernen i systemet, hvor programvarealgoritmer analyserer de fangete bildene i forhold til forhåndsdefinert referanse:
· 2D AXI-analyse: Sammenligner gråtonedistribusjonen i PCBA-bildet med gullprøven. Avvikkelser som mørke flekker (overflødig lod) eller lyse flekker blir markert som potensielle feil.
· 3D AXI-analyse: Bruker det 3D-modellen til å måle nøyaktige mål. Den kan skille mellom mindre variasjoner og kritiske feil.
· Feilklassifisering: Systemet sorterer feil etter alvorlighetsgrad:
Kritisk: Lodbroer mellom BGA-pinner, store hulrom, manglende lodkuler.
Større: Liten forskyvning av lodkuler, små hulrom.
Mindre: Kosmetiske feil uten innvirkning på funksjonalitet.
Trinn 5: Resultatutgivelse og handlingsorientert rapportering
Etter analyse genererer systemet klare, sporbare resultater for produksjonsteamene:
· Visualisering av feil: Markerer nøyaktig plasseringen av feil på PCBA-bildet eller 3D-modellen for enkel identifisering.
· Detaljert rapportering: Oppretter logger med type, plassering, alvorlighet og etterlevelsesstatus for feil. Disse dataene lagres for prosessoptimalisering og sporbarhet av kvalitet.
· Post-inspeksjon videresending: PCBA-en sendes automatisk til en reparasjonsstasjon for feilretting, eller videre til neste produksjonsfase hvis ingen feil blir oppdaget.


