
Zdjęcia rentgenowskie
Precyzyjna kontrola rentgenowska (X-Ray) dla zespołów PCB/PCBA — wykrywa ukryte wady w BGA, QFN, CSP oraz mikrokomponentach. Gwarantuje integralność połączeń lutowniczych, wykrywa pustki i prawidłowe ustawienie komponentów zgodnie z normą IPC-A-610.
Idealna dla przemysłu motoryzacyjnego, medycznego i elektroniki przemysłowej, nasza nieniszcząca kontrola wykrywa wady niewidoczne dla AOI, minimalizując ryzyko produkcyjne i zapewniając niezawodność produktu. Szybki czas realizacji, szczegółowe raporty oraz płynna integracja z procesami FAI i kontrolą jakości.
✅ Nieniszcząca inspekcja BGA/QFN/CSP
✅ Analiza pustych lutowań i integralności złączy
✅ Wyniki zgodne z normą IPC-A-610
✅ Szybkie i szczegółowe raporty z inspekcji
✅ Zmniejsza ryzyko uszkodzeń w produkcji
Opis
Czym jest automatyczna inspekcja rentgenowska?
Inspekcja płyty PCB za pomocą promieni X, znana również jako automatyczna inspekcja rentgenowska, jest powszechnie stosowana w różnych branżach, od medycznej po lotniczą, w celu wykrywania błędów produkcyjnych. Jest szczególnie powszechna w inspekcji PCB, ponieważ promienie X stanowią doskonałą metodę testowania jakości płytek PCB i wykrywania ukrytych wad bez uszkadzania płyty obwodu.
Wraz ze zmniejszaniem się elektroniki i jej zwiększaniem złożoności, przy elementach takich jak BGAs i QFNs, które ukrywają złącza lutowane pod obudowami, automatyczna inspekcja rentgenowska stała się nieodzownym narzędziem w procesie montażu.
Kluczowe zalety w porównaniu do AOI
| Zalety AXI | Ograniczenia AOI, które zostały rozwiązane | ||||
| Wykrywanie ukrytych wewnętrznych wad | Sprawdza tylko cechy na powierzchni; nie widzi pod komponentami | ||||
| Badanie nieniszczące — brak uszkodzeń płytki PCB podczas inspekcji | Tak samo jak AOI, ale możliwość przenikania promieniowania AXI poszerza zakres inspekcji | ||||
| Wysoka dokładność dla komponentów o małych skokach i miniaturyzacji | Trudności z komponentami zakrywającymi połączenia lutownicze lub mającymi małe skoki | ||||
| Umożliwia tomografię 3D do warstwowego badania wielowarstwowych płytek PCB | Ograniczone do 2D lub pseudo-3D analizy powierzchniowej |
Kluczowe scenariusze zastosowania w produkcji PCB/PCBA
Inspekcja popreflowowa ukrytych komponentów
Najczęstsze zastosowanie — kontrola połączeń lutowniczych BGA, QFN, CSP oraz urządzeń typu flip-chip, gdzie połączenia lutownicze znajdują się pod obudową komponentu i są niedostępne dla AOI.
Testowanie w przemyśle o wysokiej niezawodności
Obowiązkowe w motoryzacji, lotnictwie, medycynie i elektronice wojskowej. Na przykład AXI weryfikuje puste przestrzenie w lutowaniu BGA w jednostkach sterujących pojazdów (zgodnie ze standardem IATF 16949) oraz zapewnia brak wad w płytach drukowanych urządzeń medycznych (spełniając wymagania ISO 13485).
Wewnętrzna kontrola wielowarstwowych płytek PCB
Wykrywa wewnętrzne wady, takie jak zwarcia międzypowierzchniowe, niedokładne rozmieszczenie przejść oraz nieprawidłowe trasy miedziane w złożonych wielowarstwowych płytkach PCB.
Analiza awarii
Stosowane w analizie przyczyn uszkodzeń płytek PCB eksploatowanych w terenie, w celu zidentyfikowania ukrytych wad niewidocznych podczas kontroli wzrokowej.
aXI 2D vs. AXI 3D
Podobnie jak AOI, AXI dzieli się na dwa typy w zależności od możliwości obrazowania:
· AXI 2D: tworzy pojedynczy płaski obraz rentgenowski, odpowiedni do podstawowej kontroli mało zagęszczonych płytek PCB. Tania opcja, ale może występować nakładanie się artefaktów obrazu.
· 3D AXI (tomografia rentgenowska): Wykorzystuje tomografię komputerową do generowania warstwowych obrazów 3D płytki drukowanej (PCBA). Eliminuje nakładające się artefakty i umożliwia dokładny pomiar objętości złącza lutowniczego oraz współczynnika porowatości — idealne rozwiązanie dla elektroniki o wysokiej gęstości i dużej precyzji.
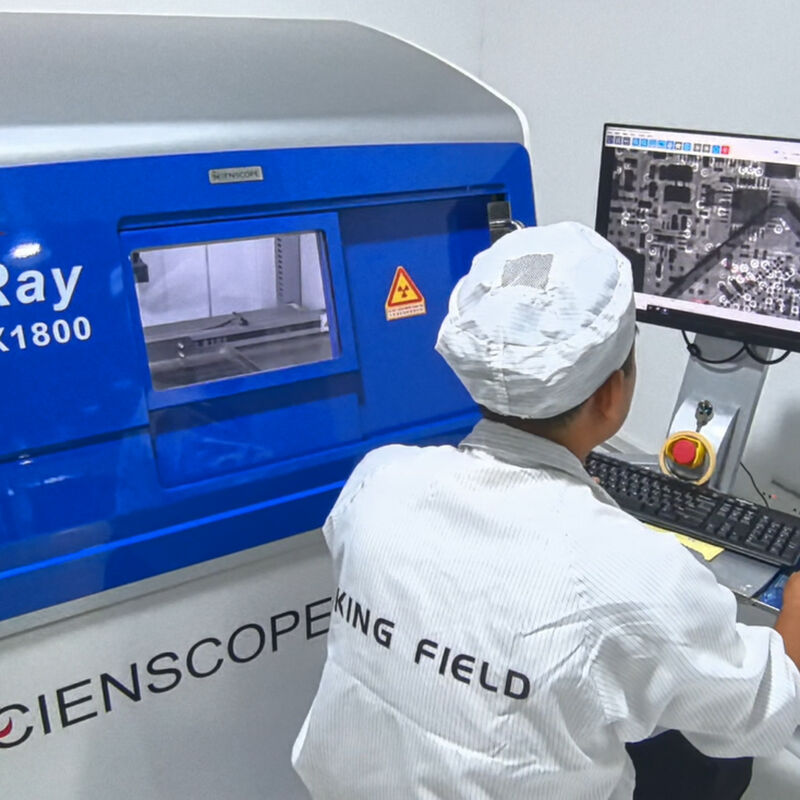
Jak działa system inspekcji rentgenowskiej?
System inspekcji rentgenowskiej (często nazywany automatyczną inspekcją rentgenowską, AXI) to technologia nieniszczącego testowania (NDT), która przenika przez zespoły PCB/PCBA w celu wykrywania ukrytych wewnętrznych wad. W przeciwieństwie do AOI (które rejestruje jedynie powierzchniowe obrazy), AXI wykorzystuje zdolność promieniowania rentgenowskiego do przechodzenia przez materiały o różnej gęstości, co czyni ją standardem złotym w inspekcji zamkniętych komponentów, takich jak BGA, QFN czy flip chip.
Proces pracy systemu inspekcji rentgenowskiej można podzielić na 5 podstawowych kolejnych kroków:
Krok 1: Kalibracja systemu i konfiguracja odniesienia
Przed rozpoczęciem inspekcji system jest konfigurowany zgodnie z specyfikacją projektową płytki drukowanej (PCBA):
· Import danych referencyjnych: Wczytaj plik CAD płytki PCB lub obraz próbki wzorcowej (bezbłędnej płytki PCBA), aby ustalić punkt odniesienia dla dopuszczalnego kształtu złącza lutowanego, objętości oraz położenia komponentów.
· Dostrojenie parametrów promieniowania rentgenowskiego: Precyzyjna regulacja dawki promieniowania rentgenowskiego, napięcia i natężenia prądu w zależności od grubości płytki PCBA oraz gęstości komponentów. Grubsze płytki lub bardziej gęste zestawy komponentów wymagają wyższego napięcia, aby zapewnić wystarczającą przenikalność.
· Ustawienie progów tolerancji defektów: Zdefiniowanie dopuszczalnych zakresów dla defektów, takich jak wielkość wolnych przestrzeni w lutownicach lub przesunięcie kulki lutowniczej, w celu uniknięcia fałszywych alarmów.
Krok 2: Emisja i przenikanie promieniowania rentgenowskiego
Głównym elementem systemu jest generator promieniowania rentgenowskiego, który emituje kontrolowaną wiązkę niskiej dawki promieniowania X w kierunku badanej płytki PCBA:
Płytka PCBA umieszczana jest na precyzyjnym transporterze lub stole pomiarowym, zapewniając stabilną pozycję podczas skanowania.
Promienie X przechodzą przez płytę PCBA. Różne materiały pochłaniają promienie X w różnym stopniu w zależności od ich gęstości:
· Materiały o wysokiej gęstości: Pochłaniają więcej promieniowania X, pojawiając się jako ciemne obszary na końcowym obrazie.
· Materiały o niskiej gęstości: pochłaniają mniej promieni X, co powoduje powstanie jasnych obszarów na końcowym obrazie.
W systemach 3D AXI, PCBA lub źródło promieniowania X obraca się pod wieloma kątami, aby uzyskać dane penetracji z różnych kierunków.
Krok 3: Przechwytywanie obrazu i konwersja sygnału
Wrażliwy detektor promieni X (położony po przeciwnej stronie źródła promieniowania X) przechwytuje osłabione sygnały promieni X po ich przejściu przez PCBA:
Detektor przekształca energię promieni X w sygnały elektryczne, które są następnie przetwarzane na cyfrowe obrazy w odcieniach szarości.
· Dla AXI 2D: Tworzony jest pojedynczy obraz płaski, pokazujący nachodzącą na siebie wewnętrzną strukturę PCBA.
· Dla AXI 3D (tomografia rentgenowska): Wiele obrazów 2D z różnych kątów jest łączone za pomocą algorytmów rekonstrukcji w warstwową model 3D PCBA — eliminując nakładanie się obrazów i umożliwiając widoki przekrojowe.
Krok 4: Analiza obrazu i wykrywanie wad
To jest inteligentne centrum systemu, gdzie algorytmy oprogramowania analizują przechwycone obrazy w porównaniu z ustawionym wcześniej wzorcem:
· Analiza 2D AXI: Porównuje rozkład odcieni szarości obrazu PCBA z próbką referencyjną. Anomalie takie jak ciemne plamy (nadmiar lutu) lub jasne plamy są oznaczane jako potencjalne wady.
· Analiza 3D AXI: Wykorzystuje model 3D do pomiaru dokładnych wymiarów. Może odróżnić drobne odchylenia od krytycznych wad.
· Klasyfikacja wad: System sortuje wady według stopnia powagi:
Krytyczne: Mostki lutu między pinezkami BGA, duże wolne przestrzenie, brakujące kulki lutu.
Główne: Niewielkie przesunięcie kulki lutu, małe wolne przestrzenie.
Niezwiązane z funkcją: Problemy estetyczne bez wpływu na działanie.
Krok 5: Prezentacja wyników i raportowanie z możliwością działania
Po analizie system generuje przejrzyste, śledzone wyniki dla zespołów produkcyjnych:
· Wizualizacja wad: Zaznacza dokładne położenie wad na obrazie PCBA lub modelu 3D, aby ułatwić identyfikację.
· Szczegółowe raportowanie: Tworzy dzienniki z typem wady, lokalizacją, powikaniem i stanem zgodności. Dane te są przechowywane w celu optymalizacji procesu i śledzenia jakości.
· Trasowanie po inspekcji: PCBA jest automatycznie kierowany do stanowiska naprawy w celu usunięcia wad lub przekazywany do następnego etapu produkcji, jeśli nie wykryto żadnych wad.


