
X-RAY
Inspection de haute précision par rayons X pour ensembles PCB/PCBA — détecte les défauts cachés dans les composants BGA, QFN, CSP et les micro-composants. Garantit l'intégrité des soudures, la détection des vides et l'alignement des composants, conformément à la norme IPC-A-610.
Idéal pour l'électronique automobile, médicale et industrielle, notre essai non destructif identifie les défauts invisibles à l'AOI, réduit les risques de production et garantit la fiabilité du produit. Délai court, rapports détaillés et intégration fluide avec les processus d'inspection initiale (FAI) et de contrôle qualité.
✅ Inspection non destructive des composants BGA/QFN/CSP
✅ Analyse des vides de soudure et de l'intégrité des soudures
✅ Résultats conformes à la norme IPC-A-610
✅ Rapports d'inspection rapides et détaillés
✅ Réduction des risques de défaillance en production
Description
Qu'est-ce que l'inspection automatisée par rayons X ?
L'inspection par rayons X des circuits imprimés, également appelée inspection automatisée par rayons X, est largement utilisée dans divers secteurs, allant de la médecine à la fabrication aérospatiale, pour identifier les erreurs de fabrication. Elle est particulièrement courante dans l'inspection des PCB car les rayons X offrent une excellente méthode pour tester la qualité des circuits imprimés et détecter les défauts cachés sans endommager la carte.
Alors que les appareils électroniques deviennent plus petits et plus complexes, avec des composants tels que les BGAs et les QFNs qui dissimulent les soudures sous les boîtiers, l'inspection automatisée par rayons X est devenue un outil indispensable dans le flux de travail d'assemblage.
Principaux avantages par rapport à l'AOI
| Avantages de l'AXI | Limites de l'AOI corrigées | ||||
| Détecte les défauts internes cachés | N'inspecte que les caractéristiques en surface ; ne peut pas voir sous les composants | ||||
| Essai non destructif — aucun dommage causé à la carte lors de l'inspection | Similaire à l'AOI, mais la capacité de pénétration des rayons X élargit le champ d'inspection | ||||
| Grande précision pour les composants à pas fin et miniaturisés | Difficultés avec les composants qui recouvrent les soudures ou ont un pas fin | ||||
| Permet la tomographie 3D pour une inspection en couches des cartes multicouches | Limité à une analyse 2D ou pseudo-3D de surface |
Scénarios d'application clés dans la production de PCB/cartes assemblées
Inspection après refusion pour composants cachés
Cas d'utilisation le plus courant — inspection des soudures des dispositifs BGA, QFN, CSP et flip-chip, où les connexions sont situées sous le boîtier du composant et inaccessibles à l'AOI.
Tests industriels à haute fiabilité
Obligatoire pour l'automobile, l'aérospatiale, le médical et l'électronique militaire. Par exemple, l'AXI vérifie les vides de soudure BGA dans les calculateurs automobiles (afin de respecter les normes IATF 16949) et garantit l'absence de défauts sur les cartes électroniques de dispositifs médicaux (conformément à la norme ISO 13485).
Inspection interne de PCB multicouches
Détecte les défauts internes tels que les courts-circuits entre couches, le mauvais alignement des vias et le placement incorrect des pistes en cuivre sur les circuits imprimés complexes multicouches.
Analyse des défaillances
Utilisé dans l'analyse de la cause racine des défaillances sur site des cartes électroniques afin d'identifier les défauts cachés non visibles par inspection visuelle.
aXI 2D vs AXI 3D
À l'instar de l'AOI, l'AXI se divise en deux types selon ses capacités d'imagerie :
· AXI 2D : Capture une seule image radiographique plane, adaptée à l'inspection basique de PCB peu denses. Économique, mais peut présenter des artefacts dus au recouvrement d'éléments.
· 3D AXI (tomographie aux rayons X) : utilise la tomographie calculée pour générer des images 3D en couches de la carte électronique (PCBA). Élimine les artefacts de superposition et permet une mesure précise du volume du joint de soudure et du taux de vide, idéal pour l'électronique haute densité et haute précision.
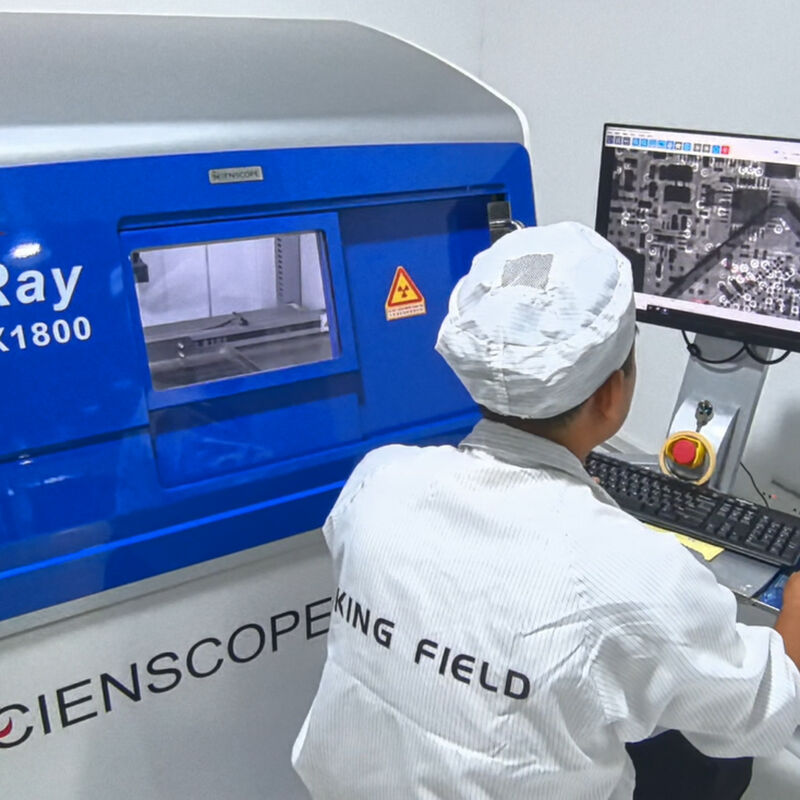
Comment fonctionne le système d'inspection par rayons X ?
Un système d'inspection aux rayons X (souvent appelé inspection automatisée par rayons X, AXI) est une technologie de contrôle non destructif (CND) qui pénètre les assemblages PCB/PCBA afin de détecter des défauts internes cachés. Contrairement à l'AOI (qui capture uniquement l'aspect de surface), l'AXI exploite la capacité des rayons X à traverser des matériaux de densités différentes, ce qui en fait la référence pour l'inspection de composants encapsulés tels que les BGA, QFN et les puces inversées (flip chips).
Le processus de fonctionnement d'un système d'inspection aux rayons X peut être divisé en 5 étapes séquentielles principales :
Étape 1 : Étalonnage du système et configuration de référence
Avant l'inspection, le système est configuré pour correspondre aux spécifications techniques de la carte électronique (PCBA) :
· Importation des données de référence : Charger le fichier CFA du circuit imprimé ou une image d'un échantillon de référence (PCBA sans défaut) pour établir la référence en matière de forme, de volume de soudure et de positionnement des composants acceptables.
· Réglage des paramètres de radiographie : Ajuster précisément la dose, la tension et le courant des rayons X en fonction de l'épaisseur du PCBA et de la densité des composants. Les cartes plus épaisses ou les composants plus denses nécessitent une tension plus élevée afin d'assurer une pénétration suffisante.
· Définition des seuils de tolérance aux défauts : Spécifier les plages acceptables pour des défauts tels que la taille des vides dans le brasage ou le déplacement des billes de soudure, afin d'éviter les fausses alertes.
Étape 2 : Émission et pénétration des rayons X
Le cœur du système est le générateur de rayons X, qui émet un faisceau contrôlé de rayons X à faible dose en direction du PCBA à inspecter :
Le PCBA est placé sur un convoyeur ou une plateforme de précision, assurant un positionnement stable pendant le balayage.
Les rayons X traversent le PCBA. Les matériaux absorbent les rayons X différemment selon leur densité :
· Matériaux à haute densité : absorbent davantage de rayons X et apparaissent comme des zones sombres sur l'image finale.
· Matériaux à faible densité : absorbent moins de rayons X, apparaissant comme des zones claires sur l'image finale.
Pour les systèmes d'AXI 3D, la carte électronique (PCBA) ou la source de rayons X effectue une rotation selon plusieurs angles afin de capturer des données de pénétration multidirectionnelles.
Étape 3 : Capture d'image et conversion du signal
Un détecteur de rayons X haute sensibilité (situé du côté opposé à la source de rayons X) capte les signaux de rayons X atténués après leur passage à travers la PCBA :
Le détecteur convertit l'énergie des rayons X en signaux électriques, qui sont ensuite traduits en images numériques en niveaux de gris.
· Pour l'AXI 2D : une image plane unique est générée, montrant la structure interne superposée de la PCBA.
· Pour l'AXI 3D (tomographie par rayons X) : plusieurs images 2D provenant d'angles différents sont assemblées à l'aide d'algorithmes de reconstruction pour créer un modèle 3D en couches de la PCBA — éliminant le recouvrement des images et permettant des vues en coupe transversale.
Étape 4 : Analyse de l'image et détection des défauts
Il s'agit du cœur intelligent du système, où des algorithmes logiciels analysent les images capturées par rapport à la référence prédéfinie :
· Analyse 2D AXI : Compare la distribution des niveaux de gris de l'image du PCBA avec celle de l'échantillon de référence. Des anomalies telles que des taches sombres (excès de soudure) ou des taches claires sont signalées comme des défauts potentiels.
· Analyse 3D AXI : Utilise le modèle 3D pour mesurer des dimensions précises. Elle peut distinguer entre de légères variations et des défauts critiques.
· Classification des défauts : Le système trie les défauts selon leur gravité :
Critique : Ponts de soudure entre les broches BGA, grands vides, billes de soudure manquantes.
Majeur : Légère déviation des billes de soudure, petits vides.
Mineur : Problèmes esthétiques sans impact sur la fonctionnalité.
Étape 5 : Sortie des résultats et rapports exploitables
Après analyse, le système génère des résultats clairs et traçables à l'intention des équipes de production :
· Visualisation des défauts : Marque l'emplacement exact des défauts sur l'image du PCBA ou sur le modèle 3D pour une identification facile.
· Rapports détaillés : Crée des journaux contenant le type de défaut, l'emplacement, la gravité et l'état de conformité. Ces données sont stockées afin d'optimiser les processus et assurer la traçabilité de la qualité.
· Acheminement post-inspection : La carte (PCBA) est automatiquement dirigée vers une station de réparation pour correction du défaut, ou transmise à l'étape suivante de production si aucun défaut n'est détecté.


