
РЕНГЕН
Високоточна рентгенівська інспекція для збірок PCB/PCBA — виявляє приховані дефекти у BGA, QFN, CSP та мікрокомпонентах. Забезпечує цілісність паяних з'єднань, контролює наявність порожнин і правильне розташування компонентів згідно з вимогами IPC-A-610.
Ідеальний вибір для автотранспорту, медичного обладнання та промислової електроніки, наше неруйнівне тестування виявляє проблеми, які невидимі для автоматичного оптичного контролю (АОК), мінімізує ризики виробництва та гарантує надійність продукції. Швидке виконання, детальні звіти та безперешкодна інтеграція з процесами первинного аналізу виробництва (FAI) та контролем якості.
✅ Неруйнівний контроль BGA/QFN/CSP
✅ Аналіз пайкових пустот та цілісності з'єднання
✅ Результати відповідні стандарту IPC-A-610
✅ Швидкі, детальні звіти з контролю
✅ Зменшує ризики виробничих відмов
Опис
Що є автоматизованим рентгенівським контролем?
Рентгенівський контроль PCB, також відомий як автоматизований рентгенівський контроль, широко використовується в різних галузях, від медичної до виробництва аерокосмічної техніки, для виявлення помилок виробництва. Особливо поширений у контролі PCB, оскільки рентгенівські промені забезпечують чудовий метод перевірки якості PCB та виявлення прихованих дефектів без пошкодження друкованої плати.
Оскільки електроніка стає меншою та складнішою, з компонентами на зразок BGAs та QFNs, які приховуюють паяльні з'єднання під корпусами, автоматизований рентгенівський контроль став незамінним інструментом у процесі збірки.
Ключові переваги порівняно з AOI
| Переваги AXI | Обмеження AOI, які усунено | ||||
| Виявляє приховані внутрішні дефекти | Перевіряє лише поверхневі елементи; не може бачити під компонентами | ||||
| Неруйнівний контроль — немає пошкодження PCBA під час інспектування | Те саме, що й AOI, але можливість проникнення AXI розширює діапазон інспектування | ||||
| Висока точність для вузькопрохідних, мініатюрних компонентів | Має труднощі з компонентами, що закривають паяльні з'єднання або мають вузький крок | ||||
| Дозволяє виконувати 3D-томографію для шарового інспектування багатошарових друкованих плат | Обмеження 2D або псевдо-3D аналізом поверхні |
Ключові сценарії застосування у виробництві PCB/PCBA
Інспектування після процесу зварювання для прихованих компонентів
Найпоширеніший випадок використання — перевірка паяних з'єднань BGA, QFN, CSP та flip-chip пристроїв, де паяні з'єднання розташовані під корпусом компонента і недоступні для AOI.
Тестування у галузях високої надійності
Обов'язкове для автомобільної, авіаційної, медичної та військової електроніки. Наприклад, AXI перевіряє наявність порожнин у паяних з'єднаннях BGA в автомобільних ECU (для відповідності стандарту IATF 16949) та забезпечує відсутність дефектів на платі PCBA медичних пристроїв (відповідно до ISO 13485).
Інспектування внутрішніх шарів багатошарових PCB
Виявляє внутрішні дефекти, такі як міжшарові короткі замикання, зміщення отворів (vias) та неправильне розташування мідних трасувань у складних багатошарових PCB.
Аналіз несправностей
Використовується при аналізі первинних причин виходу з ладу PCBA в експлуатації для виявлення прихованих дефектів, які не видно при візуальному огляді.
2D AXI проти 3D AXI
Як і AOI, AXI поділяється на два типи залежно від можливостей візуалізації:
· 2D AXI: отримує одне плоске рентгенівське зображення, підходить для базового контролю малогабаритних друкованих плат. Економічний варіант, але може мати накладення зображень.
· 3D AXI (рентгенівська томографія): використовує комп’ютерну томографію для створення шаруватих тривимірних зображень друкованої плати. Усуває накладення артефактів і дозволяє точно вимірювати об’єм припою та співвідношення порожнеч — ідеально підходить для електроніки з високою щільністю і високою точністю.
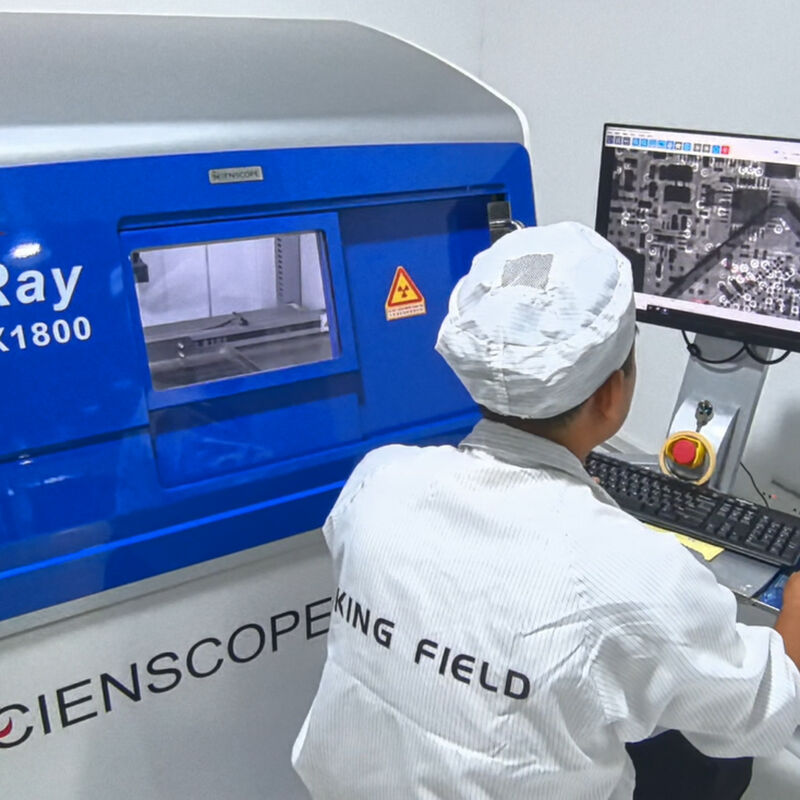
Як працює система рентгенівського контролю?
Система рентгенівського контролю (загальноприйнята назва — автоматичний рентгенівський контроль, AXI) — це технологія неруйнівного тестування (NDT), яка просвічує зборки друкованих плат для виявлення прихованих внутрішніх дефектів. На відміну від AOI (який фіксує лише поверхневі зображення), AXI використовує здатність рентгенівського випромінювання проникати крізь матеріали різної густини, що робить його золотим стандартом для контролю закритих компонентів, таких як BGA, QFN і flip chip.
Робочий процес системи рентгенівського контролю можна розбити на 5 основних послідовних кроків:
Крок 1: Калібрування системи та налаштування еталону
Перед початком контролю система налаштовується відповідно до проектних специфікацій ППВЗ:
· Імпорт довідкових даних: завантаження файлу САПР плати або зображення еталонного зразка (ППВЗ без дефектів) для встановлення еталону допустимої форми, об’єму припою та положення компонентів.
· Налаштування параметрів рентгенівського випромінювання: точне регулювання дози, напруги та струму рентгенівського випромінювання залежно від товщини ППВЗ та щільності компонентів. Для більш товстих плат або щільних компонентів потрібна вища напруга для забезпечення достатньої проникності.
· Встановлення порогів допустимості дефектів: визначення прийнятних меж для дефектів, таких як розмір пустот у припої або зміщення шариків припою, щоб уникнути хибних спрацьовувань.
Крок 2: Випромінювання та проникнення рентгенівських променів
Основним елементом системи є генератор рентгенівського випромінювання, який випромінює контрольований пучок рентгенівських променів низької дози на ППВЗ, що перевіряється:
ПЛА з встановленими компонентами розміщується на прецизійному конвеєрі або платформі, що забезпечує стабільне положення під час сканування.
Рентгенівські промені проходять крізь ПЛА. Матеріали по-різному поглинають рентгенівське випромінювання залежно від їх густини:
· Високогустинні матеріали: поглинають більше рентгенівських променів, на зображенні виглядають як темні ділянки.
· Низькогустинні матеріали: поглинають менше рентгенівських променів, на зображенні виглядають як світлі ділянки.
У системах 3D AXI ПЛА або джерело рентгенівського випромінювання обертається під кількома кутами для отримання даних про проникнення з різних напрямків.
Крок 3: Захоплення зображення та перетворення сигналу
Чутливий детектор рентгенівського випромінювання (розташований навпроти джерела променів) фіксує послаблені сигнали після того, як вони пройшли крізь ПЛА:
Детектор перетворює енергію рентгенівських променів на електричні сигнали, які потім перетворюються на цифрові чорно-білі зображення.
· Для 2D AXI: створюється одне плоске зображення, що показує накладену внутрішню структуру ПЛА.
· Для 3D AXI (рентгенівської томографії): кілька 2D-зображень з різних кутів об’єднуються за допомогою алгоритмів реконструкції для створення шарової 3D-моделі плати PCBA — це усуває накладання зображень і дозволяє отримувати поперечні перерізи.
Крок 4: Аналіз зображень та виявлення дефектів
Це інтелектуальне ядро системи, де програмне забезпечення аналізує отримані зображення щодо заздалегідь встановленого еталонного зразка:
· Аналіз 2D AXI: порівнює розподіл відтінків сірого на зображенні плати PCBA з еталонним зразком. Аномалії, такі як темні плями (надлишок припою) або світлі плями, позначаються як потенційні дефекти.
· Аналіз 3D AXI: використовує 3D-модель для вимірювання точних розмірів. Дозволяє розрізняти незначні відхилення та критичні дефекти.
· Класифікація дефектів: система класифікує дефекти за ступенем серйозності:
Критичні: мостики з припою між контактами BGA, великі порожнини, відсутні кульки припою.
Суттєві: незначне зміщення кульок припою, малі порожнини.
Незначні: косметичні дефекти без впливу на функціональність.
Крок 5: Виведення результатів та створення звітів із рекомендаціями
Після аналізу система генерує чіткі, відстежувані результати для виробничих бригад:
· Візуалізація дефектів: позначає точне місце дефектів на зображенні плати або 3D-моделі для простого ідентифікування.
· Детальний звіт: створює журнали з типом дефекту, його розташуванням, ступенем важливості та станом відповідності. Ці дані зберігаються для оптимізації процесу та забезпечення якості з можливістю відстеження.
· Маршрутизація після перевірки: плата автоматично направляється на станцію ремонту для усунення дефектів або передається на наступний етап виробництва, якщо дефекти не виявлено.


