



Збірка роботів
Збірка прецизійних роботів для виробництва друкованих плат — ідеально підходить для медичного, промислового, автомобільного та побутового електронного обладнання. Автоматизоване високошвидкісне розміщення компонентів, стабільна якість та масштабоване виробництво. У поєднанні з підтримкою DFM, тестуванням AOI/X-ray та швидкою доставкою — підвищуйте ефективність, скорочуйте витрати та забезпечуйте надійність збірок.
✅ Автоматизоване прецизійне розміщення
✅ Сувора перевірка якості
Опис
Огляд застосування роботизованої збірки в індустрії PCBA
Роботизація складання стосується автоматизації всього процесу PCBA або ключових операцій за допомогою автоматизованих роботизованих систем, охоплюючи такі основні аспекти, як установка компонентів, паяння, тестування, встановлення та упаковка. Як основний елемент інтелектуального виробництва, роботизація складання стала ключовою технологічною підтримкою для Kingfield у підвищенні ефективності виробництва PCBA, забезпеченні стабільності продукту та адаптації до потреб високотехнологічного виробництва. Її застосування охоплює весь життєвий цикл — від створення прототипів до масового виробництва, сприяючи перетворенню галузі PCBA з «трудомісткої» на «технологічно містку».

I. Основні сценарії застосування роботизації складання PCBA
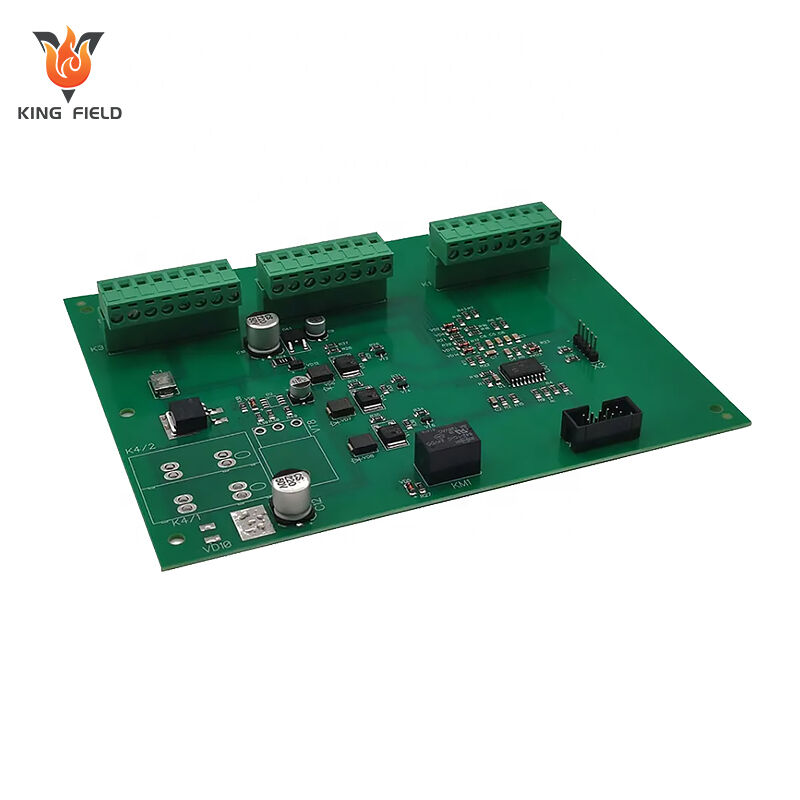
1. Високоточне монтажування компонентів
Роботизоване збирання найбільше використовується в процесі SMT, до основного обладнання якого входять автоматизовані системи, такі як установлювальні машини та принтери паяльної пасти. Для високоточних упакованих пристроїв, таких як ультрамініатюрні компоненти, BGA та QFP, роботи забезпечують точне розміщення за допомогою технології візійного позиціонування, швидкість монтажу досягає понад 100 000 точок на годину, що значно перевершує ефективність ручної праці. Це відповідає виробничим потребам Kingfield щодо високощільних друкованих плат, плат керування Mini LED та інших високоякісних продуктів, усуваючи проблеми, пов’язані з неправильним положенням компонентів, зворотною або пропущеною установкою, викликаними ручним монтажем, і суттєво підвищує вихід придатних виробів.
2. Автоматизоване зварювання та з'єднання
Роботизоване паяння є ключовим процесом для забезпечення надійності електричних з'єднань у PCBAs.
Поширені технології включають:
· Роботи для припоювання рефлоу: Ці процеси забезпечують паяння компонентів партіями за допомогою точних профілів контролю температури, уникнувши проблем, таких як холодні паяні з'єднання, замикання та пошкодження від перегріву, що часто трапляються при ручному паянні.
· Роботи для селективного хвильового припоювання: Ці системи точно наносять припій через програмовані сопла для компонентів з наскрізними отворами, адаптуючись до гібридного монтажу (SMT+THD) продуктів PCBA та покращуючи узгодженість паяння.
· Роботи для лазерного припоювання: Використовуються в умовах високої точності та надійності, ці роботи мають невелику зону теплового впливу й придатні для паяння дрібних з'єднань та чутливих до тепла компонентів.
3. Автоматизація встановлення та складання
Для пристроїв з наскрізними отворами, які потребують ручного встановлення, роботизована система складання забезпечує автоматичне вставлення за допомогою комбінації роботизованих маніпуляторів і кріпильних пристосувань:
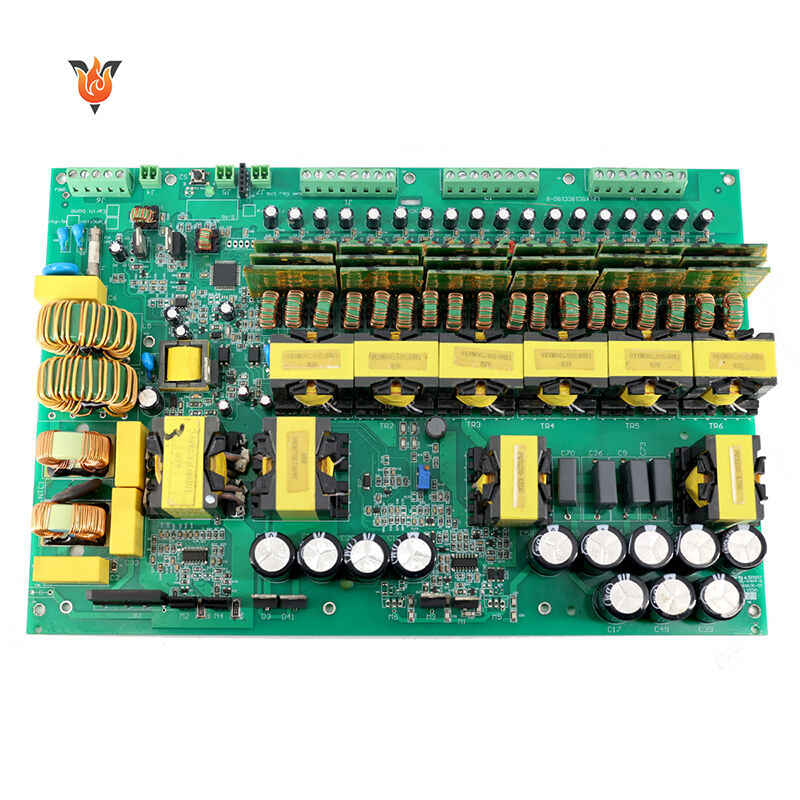
Підтримує гнучке перемикання між різними типами пристроїв і адаптується до вимог щодо встановлення різних продуктів PCBA за допомогою програмованої логіки; вирішує проблеми, пов’язані з низькою ефективністю, високою трудомісткістю та пошкодженням обладнання через неоднакову силу встановлення при ручному монтажі, і особливо підходить для Kingfield у сценаріях масового виробництва, таких як промислові контрольні плати та електроживлення.
4. Автоматизоване тестування та контроль якості
Глибока інтеграція технологій роботизованої збірки та інспектування формує замкнутий цикл «збірка-інспекція»:
· Робот візуального контролю: Автоматично виявляє проблеми, такі як неправильне розташування, дефекти паяння та відсутні компоненти, за допомогою алгоритмів штучного інтелекту для візійного аналізу. Швидкість інспекції в 5–10 разів вища, ніж при ручному огляді, а кількість хибних спрацьовувань — менше 0,1%;
· Робот для випробування в ланцюзі (ICT): Автоматично виконує перевірку електричних характеристик друкованих плат, передаючи дані в систему MES у реальному часі для відстеження якості;
· Робот для рентгенівського контролю: Виявляє приховані дефекти паяних з'єднань на нижніх контактах BGA, CSP та інших компонентів за допомогою рентгенівської інспектування, забезпечуючи високу надійність продукції.
5. Завершальне упакування та остаточна збірка
На завершальних етапах збірки друкованих плат роботи виконують операції, пов'язані з упакуванням у корпус, вставкою та вилученням з'єднувачів, паянням кабелів: колаборативні роботи працюють разом із людьми, виконуючи складні операції, такі як збірка важких корпусів та прецизійне паяння кабелів, забезпечуючи гнучкість і точність; адаптуючись до індивідуальних вимог Kingfield, підтримують швидке перемикання між різними видами та малими партіями продукції, скорочуючи терміни поставки.
II. Основні переваги роботизованої збірки
1. Підвищення ефективності: подолання вузького місця продуктивності праці
Роботи можуть працювати цілодобово без втому чи емоційних збурень. Продуктивність окремої роботизованої лінії становить 3–5 разів більше, ніж у ручної виробничої лінії. Для масових замовлень за допомогою спільної роботи кількох роботів можна досягти «безлюдного виробництва», що значно скорочує виробничий цикл і дозволяє Kingfield швидко реагувати на потреби клієнтів щодо поставок.
2. Забезпечення якості: постійне підвищення узгодженості продукції
Роботизована збірка має переваги у відтворюваності та експлуатаційній стабільності порівняно з ручною збіркою, забезпечуючи рівень дефектів, таких як відхилення встановлення та дефекти паяння, менший за один на мільйон. Шляхом цифрового програмування та фіксації параметрів досягається повна узгодженість стандартів виробництва кожної плати PCBA, що робить цей підхід особливо придатним для галузей із надзвичайно високими вимогами до надійності, таких як автомобільна електроніка та медичне обладнання, тим самим зміцнюючи репутацію Kingfield як постачальника високоякісної продукції.
3. Оптимізація вартості: Довгострокове зниження загальних витрат на виробництво
Хоча початкові інвестиції в роботів є високими, у довгостроковій перспективі вони можуть суттєво знизити витрати:
• Витрати на працю: Зменшення залежності від кваліфікованих працівників, зниження витрат на наймання, навчання та управління персоналом;
• Витрати на втрати: Зменшення пошкодження компонентів та бракування друкарських плат, спричинених ручною роботою, зниження рівня втрат матеріалів;
• Витрати на управління: оперативний моніторинг виробничих даних через систему MES оптимізує планування виробництва та зменшує втрати потужностей.
4. Гнучке виробництво: адаптоване до різноманітних та індивідуальних потреб.
Сучасні роботизовані збірні системи забезпечують швидке програмування та переналагодження. Для бізнесу Kingfield з індивідуальними PCBA параметри виробничої лінії можна налаштувати за 1-2 години без масштабних змін обладнання, що дозволяє ефективно виробляти замовлення типу «мала партія, багато партій» та підвищує оперативність у відповіді на ринкові запити.
5. Підвищення безпеки: зменшення ризиків виробничої безпеки
Виробничий процес PCBA супроводжується потенційними ризиками, такими як паяння, висока температура та хімічні речовини. Роботизована збірка може замінити людську працю на високоризикових операціях, зменшуючи ймовірність виробничого травматизму. У той же час, колаборативні роботи мають функцію виявлення зіткнень і можуть безпечно працювати поруч з людьми, забезпечуючи баланс між ефективністю виробництва та безпекою операцій.
III. Технічні характеристики та прикладне значення роботизованого комплектування Kingfield
На основі свого технологічного досвіду та потреб клієнтів у галузі PCBA, компанія Kingfield розробила рішення з роботизованого комплектування за принципом «індивідуалізація + інтелект + інтеграція»:
• Індивідуальна адаптація: оптимізація параметрів роботизованої збірки з урахуванням характеристик продуктів PCBA в різних галузях;
• Інтелектуальна інтеграція: поєднання технологій штучного інтелекту для візуального контролю, системи управління виробництвом MES та цифрового двійника для забезпечення реального часу моніторингу, відстеження даних та інтелектуальної оптимізації виробничого процесу;
• Інтегрований сервіс: Надання повного циклу послуг від вибору робота, налагодження виробничої лінії, програмування та налагодження до післяпродажного обслуговування, що допомагає клієнтам швидко реалізувати автоматизоване виробництво та знижує технічні бар’єри. Через глибоке застосування технології роботизованого монтажу Kingfield не лише досягає подвійного покращення ефективності виробництва та якості продукції, але також надає клієнтам «ефективні, надійні та кастомізовані» рішення PCBA, посилюючи свою основну конкурентоспроможність у галузі високощільнісних, високонадійних та кастомізованих PCBA та сприяючи інтелектуалізації виробництва галузі.

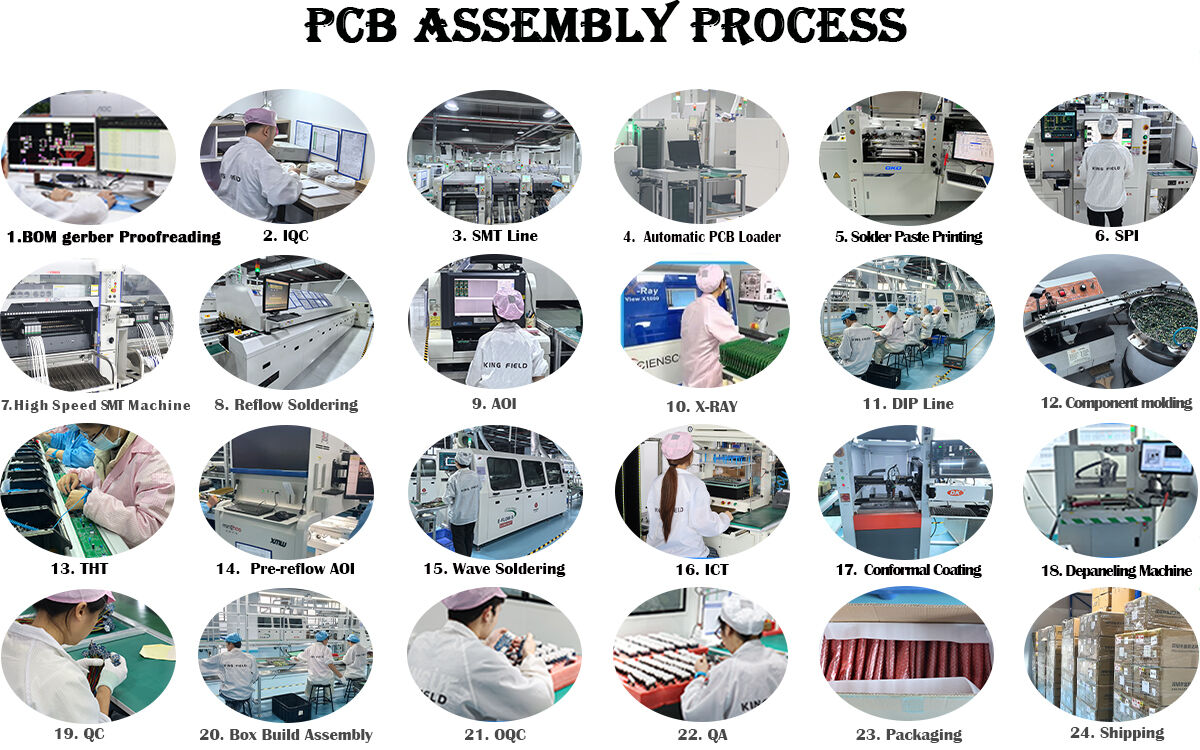
Процес складання
Покроковий огляд процесу роботизованої збірки друкованих плат
Роботизована збірка друкованих плат — це автоматизований процес, який поєднує прецизійну механіку, візуальне позиціонування та інтелектуальний контроль. Його основу становить замкнутий цикл «точне позиціонування — обробка компонентів — точна збірка — перевірка якості». Нижче наведено стандартизоване поетапне розбиття, узгоджене з реальною логікою промислового виробництва:
1. Початкова підготовка:
· Очищення та позиціювання PCB Робот отримує плату PCB через модуль автоматичного завантаження. Спочатку вона проходить плазмове очищення або видалення пилу щіткою, щоб прибрати олію та пил із контактних майданчиків для паяння. Потім плата фіксується на несучому пристрої, а система координат плати калібрується за допомогою візуального розпізнавання опорних точок для забезпечення точності позиціонування збірки.
· Попереднє встановлення параметрів та імпорт програми: На основі документації проектування PCB у систему керування імпортуються параметри, такі як координати компонентів, специфікації корпусів і послідовність монтажу. Робот попередньо задає траєкторію руху за допомогою офлайн-програмування або методу навчання, щоб уникнути ризиків колізій.
· Підготовка матеріалів: Компоненти для поверхневого монтажу завантажуються на стрічки, лотки або трубчасті стелажі. Після того, як модуль виявлення матеріалів підтверджує правильність моделі та орієнтації компонента, вони транспортуються до станції захоплення роботом.
2. Збірка ядра: Захоплення компонентів — Позиціонування — Збірка
Крок 1: Захоплення компонентів Роботизований маніпулятор обладнаний вакуумним соплом або захоплювачем і автоматично перемикається на відповідний інструмент залежно від розміру компонента. Він використовує систему технічного зору для визначення положення та орієнтації компонентів на стелажі та точно захоплює компоненти, уникнувши пошкодження або випадіння.
Крок 2: Корекція орієнтації компонентів Після захоплення компоненти проходять вторинну ідентифікацію модулем візуального контролю для виправлення будь-яких зміщень або кутів повороту, забезпечуючи точне вирівнювання між виводами та контактними площадками друкованої плати, особливо підходить для компонентів у високощільних корпусах, таких як BGA та QFP.
Крок 3: Точне збирання Робот рухається вздовж заданого шляху до відповідного місця на платі та обережно встановлює компонент або вставляє його у отвір. У процесі поверхневого монтажу після фіксації компонента на контактному майданчику вакуумне сопло знижує тиск. У процесі монтажу у отвори роботизована рука допомагає повністю вставити виводи компонента, забезпечуючи надійний контакт.
Крок 4: Зварювання та затвердіння Для збірки SMT зібрану друковану плату транспортують у піч для зварювання, де паяльний пасту затвердіває при високій температурі, забезпечуючи електричне з'єднання між компонентами та платою. Робот може бути обладнаний модулем паяння у режимі реального часу для виконання хвильового паяння або точкового паяння компонентів, встановлених у отвори.
3. Контроль якості: Перевірка в режимі реального часу та видалення дефектів
· Візуальний контроль у реальному часі (AOI): Після збірки роботом обладнання AOI автоматично сканує друковану плату, порівнює її зі стандартними зображеннями та виявляє дефекти, такі як відсутні компоненти, неправильні компоненти, перекіс та холодні паяні з'єднання, з точністю інспектування до мікронного рівня.
· Тестування електричних характеристик: За допомогою тестування методом контактного поля або літаючого щупа перевіряються електричні параметри ланцюга друкованої плати, такі як провідність і ізоляція, що дозволяє виявити приховані несправності.
· Обробка дефектів: Продукти з виявленими дефектами автоматично маркуються та транспортуються на станцію переділу, тоді як придатна продукція переходить до наступного процесу, забезпечуючи автоматичний замкнений цикл «збірка-інспектування-сортування».
4. Наступні процеси: обробка готової продукції та трасування даних
• Очищення та захист друкованих плат: Кваліфіковані продукти проходять видалення пилу та конформне покриття, після чого повторно перевіряються візуально, щоб забезпечити відсутність залишкових домішок або дефектів збірки.
• Автоматичне розвантаження та упаковка: Роботи знімають зібрані друковані плати з тримачів і акуратно складають їх партіями в контейнери або на конвеєрні лінії для подальших операцій упаковки.
• Реєстрація даних та відстежуваність: Параметри збірки збираються протягом усього процесу та синхронізуються з системою MES для створення виробничих звітів, забезпечуючи повну відстежуваність життєвого циклу продукту та сприяючи оптимізації процесів і контролю якості.
Виробничі можливості
| Технологічні можливості виробничого процесу | |||||
| Потужність SMT | 60 000 000 чіпів/день | ||||
| Потужність THT | 1 500 000 чіпів/день | ||||
| Термін доставки | Прискорена доставка за 24 години | ||||
| Типи друкованих плат, доступних для монтажу | Жорсткі плати, гнучкі плати, жорстко-гнучкі плати, алюмінієві плати | ||||
| Специфікації друкованих плат для монтажу | Максимальний розмір: 480x510 мм; Мінімальний розмір: 50x100 мм | ||||
| Мінімальний компонент монтажу | 01005 | ||||
| Мінімальний BGA | Жорсткі плати 0,3 мм; Гнучкі плати 0,4 мм | ||||
| Мінімальний крок компонента | 0.2 mM | ||||
| Точного розташування компонентів | ±0,015 мм | ||||
| Максимальна висота компонента | 25 мм | ||||

