



Robottikokoonpano
Tarkkuusrobottiasennus PCB-valmistukseen—ideaali lääketieteellisiin, teollisiin, autoteollisuuden ja kuluttajaelektroniikkaan. Automaattinen korkean nopeuden komponenttien asennus, johdonmukainen laatu ja skaalautuva tuotanto. Yhdistettynä DFM-tukeen, AOI/X-ray-testaukseen ja nopeaan toimitukseen—paranna tehokkuutta, vähennä kustannuksia ja varmista luotettavat kokoonpanot.
✅ Automaattinen tarkkuusasennus
✅ Tiukka laadunvalvonta
Kuvaus
Robottiasennuksen sovellusten katsaus PCBA-teollisuudessa
Robottiasennus tarkoittaa koko PCBA-prosessin tai sen keskeisten vaiheiden automatisointia automatisoiduilla robottijärjestelmillä, kattaaen ydinalueita kuten komponenttien asennus, juotteen, testauksen, liittämisen ja pakkauksen. Älykkään valmistuksen keskeisenä osana robottiasennus on muodostunut keskeiseksi tekniseksi tukeksi Kingfieldille PCBA-tuotannon tehokkuuden parantamisessa, tuotteen yhdenmukaisuuden varmistamisessa ja korkean tason valmistustarpeisiin sopeutumisessa. Sen käyttö kattaa koko elinkaaren prototyypistä sarjatuotantoon, edistäen PCBA-teollisuuden muutosta "työvoimavaltaisesta" "teknologiaintensiiviseksi".

I. PCBA-robottiasennuksen keskeiset käyttöskenaariot
1. Tarkkuusasennus komponenttien kiinnitykseen
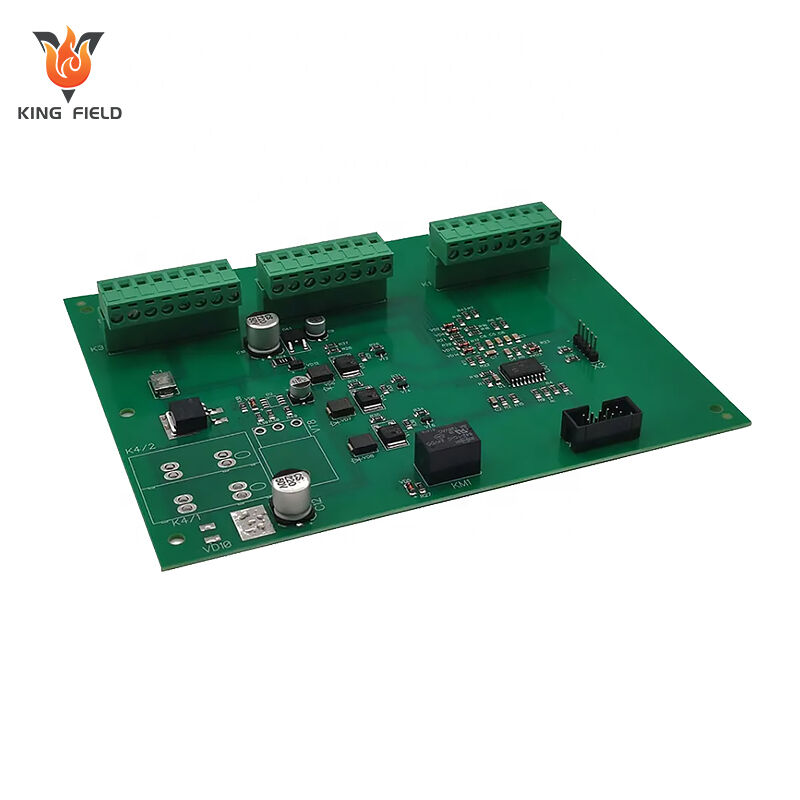
Robotin asennusta käytetään laajimmin SMT-prosessissa, ja keskeisiin laitteisiin kuuluvat automatisoidut järjestelmät, kuten komponenttilaitteet ja juoteliimaprintterit. Suuritarkkuutta vaativiin pakattuihin laitteisiin, kuten erittäin pieniin komponentteihin, BGA:han ja QFP:ään, robotit saavuttavat tarkan sijoittelun näköpaikkatekniikan avulla, ja sijoittelunopeus ylittää 100 000 pistettä tunnissa, mikä on huomattavasti suurempi kuin manuaalinen tehokkuus. Se soveltuu Kingfieldin tarpeisiin tiheästi kytkettyjen piirikorttien, Mini LED -ohjauspiirien ja muiden korkean tason tuotteiden valmistuksessa, välttäen ongelmia, kuten komponenttien väärä asento, käänteinen sijoittaminen ja unohtuneet komponentit, jotka johtuvat manuaalisesta sijoittelusta, ja parantaa merkittävästi sijoittelun hyväksymistehokkuutta.
2. Automaattinen hitsaus ja liitäntä
Robottijuotanto on keskeinen prosessi PCBAn sähköisten liitosten luotettavuuden varmistamisessa.
Yleisimmät teknologiat sisältävät:
· Reflow-johtimorobotit: Nämä saavuttavat sarjasoldausta tarkan lämpötilanohjauksen avulla, välttäen ongelmia, kuten kylmäsoldausta, oikosulkuja ja ylikuumenemisvaurioita, jotka ovat yleisiä käsinsoldauksessa.
· Selektiivinen aaltojohtimorobotit: Nämä ruiskuttavat soldausta tarkasti ohjelmoitavien suuttimien kautta läpivientikomponenteille, mukautuvat hybridi-asemointiin (SMT+THD) ja parantavat soldausten yhdenmukaisuutta.
· Laser-johtimorobotit: Käytössä korkean tarkkuuden ja luotettavuuden sovelluksissa, näillä roboteilla on pieni lämpövaikutuksen alue, ja ne soveltuvat hyvin pienien liitosten ja lämpöherkkien komponenttien soldaamiseen.
3. Asemoinnin ja kokoamisen automaatio
Läpivientikomponenteille, jotka vaativat käsiasennusta, robottikokoamisjärjestelmä mahdollistaa automatisoidun asennuksen robottikäsivarsien ja kiinnitysosien yhdistelmällä:
Se tukee joustavaa vaihtamista useiden laitetyyppien välillä ja mukautuu erilaisten PCBA-tuotteiden asennusvaatimuksiin ohjelmoitavan logiikan kautta; se ratkaisee ongelmia, kuten alhainen tehokkuus, suuri työvoimavaltaisuus ja laitteiden vaurioituminen, joita aiheutuu epätasaisesta asennusvoimasta manuaalisessa asennuksessa, ja sopii erityisen hyvin Kingfieldin massatuotantoskenaarioihin, kuten teollisuudenohjaus- ja virtapiirikorttien valmistukseen.
4. Automaattinen testaus ja laadunvalvonta
Robottiasennoinnin ja tarkastusteknologioiden syvä integraatio muodostaa suljetun silmukan "asennus-tarkastus":
· Visuaalinen tarkastusrobotit: Tunnistaa automaattisesti ongelmat, kuten komponenttien väärän asennon, juotoksissa olevat virheet ja puuttuvat komponentit, käyttäen tekoälypohjaisia kuvantunnistusalgoritmeja. Tarkastusnopeus on 5–10 kertaa nopeampi kuin manuaalinen tarkastus, ja väärän positiivisen tuloksen esiintyvyys on alle 0,1 %;
· Piirilevyn testaus (ICT) -robotit: Suorittaa automaattisesti sähköisiä suorituskykytestejä PCBAs:lle ja lataa tiedot MES-järjestelmään reaaliaikaisesti laadun jäljitettävyyttä varten;
· Röntgentarkastusrobotit: Tunnistaa piilossa olevat juotesolmujen virheet BGA-, CSP- ja muiden pakattujen laitteiden alaosan juotesolmuissa röntgensäteilytarkastuksen avulla, varmistaen erittäin luotettavien tuotteiden laadun.
5. Taustapakkauksen valmistus ja lopullinen kokoonpano
PCBA:n taustaprosesseissa robottikokoonpano vastaa kotelointikokoonpanosta, liittimien asennuksesta ja irrottamisesta sekä kaapelien juottamisesta: Yhteistyörobottien ja ihmisten yhteistyö mahdollistaa monimutkaisten prosessien, kuten raskaiden koteloiden kokoonpanon ja tarkkuuskaapelien juottamisen, toteuttamisen, mikä tasapainottaa joustavuutta ja tarkkuutta; Mukautuu Kingfieldin mukautettuihin tarpeisiin, tukee useiden tuotemallien ja pienien erien nopeaa vaihtamista ja lyhentää tuotteen toimitusaikoja.
II. Robottikokoonpanon ydinedut
1. Tehokkuuden parantaminen: Käsityövoiman tuotannollisen pullonkaulan purkaminen
Robotit voivat toimia vuorokauden ympäri ilman väsymystä tai tunnehäiriöitä. Yhden robottikokoonpanolinjan kapasiteetti on 3–5 kertaa suurempi kuin käsityölinjalla. Massatilauksille voidaan saavuttaa "automaattinen tuotanto" useiden robotien yhteistyöllä, mikä lyhentää merkittävästi tuotantosykliä ja auttaa Kingfieldia vastaamaan nopeasti asiakkaiden toimitustarpeisiin.
2. Laadunvarmistus: Tuotteen johdonmukaisuuden jatkuva parantaminen
Robotin asennus takaa paremman toistettavuuden ja käyttövakauteen verrattuna manuaaliseen asennukseen, ja se rajoittaa virhetasot, kuten sijoituspoikkeamat ja juottoviat, alle yhteen miljoonasta. Digitaalisen ohjelmoinnin ja parametrien kiinteyttämisen avulla varmistetaan, että jokaisen PCBA:n tuotantostandardit ovat täysin samanlaiset, mikä tekee menetelmästä erityisen soveltuvan alalle, joilla luotettavuusvaatimukset ovat erittäin tiukat, kuten autoteollisuuden elektroniikka ja lääkintälaitteet, vahvistaen näin Kingfieldin mainetta laadusta.
3. Kustannustehokkuus: Tuotantokustannusten pitkäaikainen aleneminen
Vaikka robotiin sijoittaminen vaatii suuren alkupääoman, pitkällä tähtäimellä se voi merkittävästi vähentää kustannuksia:
• Työvoimakustannukset: Vähentää riippuvuutta koulutetuista työntekijöistä, alentaen rekrytointi-, koulutus- ja hallintokustannuksia;
• Hävikin kustannukset: Vähentää komponenttien vahingoittumista ja piirilevyn hylkäämistä ihmisen suorittamien käsinkäsitteiden seurauksena, alentaa materiaalihävikin määrää;
• Hallintokustannukset: Tuotantotietojen reaaliaikainen seuranta MES-järjestelmän kautta optimoi tuotantosuunnittelua ja vähentää kapasiteettihukkaa.
4. Joustava tuotanto: sopeutuu moninaisiin ja räätälöityihin tarpeisiin.
Modernit robottiassemblaajijärjestelmät tukevat nopeaa ohjelmointia ja vaihtoa. Kingfieldin räätälöidyn PCBA-liiketoiminnan osalta tuotantolinjan parametreja voidaan säätää 1–2 tunnissa ilman laajamittaisia laitemuutoksia, mikä mahdollistaa tehokkaan "pienen erän, useita eriä" -tilausten tuotannon ja parantaa markkinaan reagoimiskykyä.
5. Turvallisuuden parantaminen: Tuotantoturvallisuusriskien lieventäminen
PCBA-tuotantoprosessiin liittyy mahdollisia riskejä, kuten juottaminen, korkea lämpötila ja kemikaalit. Robottiasennus voi korvata ihmistyön vaarallisissa prosesseissa ja vähentää työtapaturmariskejä. Samalla yhteistyörobotit sisältävät törmäystunnistustoiminnon ja voivat työskennellä turvallisesti ihmisten kanssa, mikä tasapainottaa tuotantotehokkuutta ja käyttöturvallisuutta.
III. Kingfieldin robottikokoonpanon tekniset ominaisuudet ja sovellusarvo
Teknologisesta asiantuntemuksestaan ja asiakkaiden tarpeista PCBA-alalla hyödyntäen Kingfield on kehittänyt "mukautetun + älykkään + integroidun" ratkaisun robottikokoonpanoon:
• Mukautettu sopeutus: Robottiasennuksen parametrien optimointi eri teollisuuden alojen PCBA-tuotteiden ominaisuuksien mukaan;
• Älykäs integraatio: Tekoöönisen näköntarkastuksen, MES-tuotantohallintajärjestelmän ja digitaalisen kaksinkertaisen teknologian yhdistäminen mahdollistaa tuotantoprosessin reaaliaikaisen seurannan, datan jäljitettävyyden ja älykkään optimoinnin;
• Integroitu palvelu: Tarjoamme kattavan prosessin robotin valinnasta, tuotantolinjan asennuksesta, ohjelmoinnista ja virheiden korjaamisesta aina jälkikäteen suoritettavaan huoltoon asti, mikä auttaa asiakkaita nopeasti käyttämään automatisoitua tuotantoa ja alentaa teknisiä esteitä. Robotisasemointitekniikan syvällisen soveltamisen kautta Kingfield saavuttaa sekä tuotannon tehokkuuden että tuotteiden laadun parantamisen, tarjoaa asiakkaille „tehokkaita, luotettavia ja räätälöityjä“ PCBA-ratkaisuja, vahvistaa ydinosaamistaan tiheästi integroiduissa, korkean luotettavuuden ja räätälöidyissä PCBA-sovelluksissa sekä edistää teollisuuden älykkään valmistuksen kehitystä.

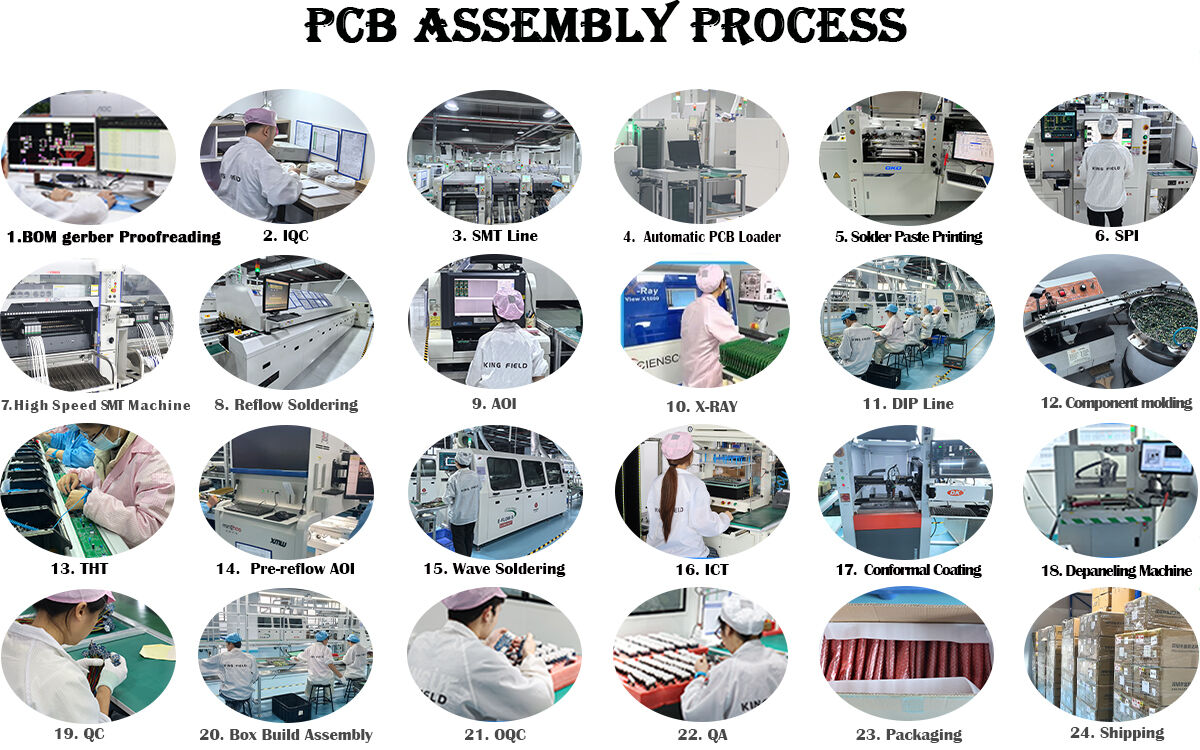
Kokoontumisprosessi
Robottipohjaisen PCB-asennuksen vaiheittainen yleiskatsaus
Robottitekoinen PCB-asennus on automatisoitu prosessi, joka yhdistää tarkat mekaniset toiminnot, visuaalisen sijainninmäärityksen ja älykkään ohjauksen. Ytimenä on suljettu silmukka "tarkan sijainnin määrittäminen – komponenttien käsittely – tarkka asennus – laaduntarkastus". Seuraavassa on standardoitu vaiheittainen selvitys, joka noudattaa todellista teollista tuotantologiikkaa:
1. Alustavat valmistelut:
· PCB:n puhdistus ja sijoitus: Robotti vastaanottaa PCB-kortin automaattisen latausmoduulin kautta. Ensimmäiseksi se käy läpi plasmakäsittelyn tai harjapuhdistuksen poistaakseen öljyn ja pölyn juotinalastoista. Sen jälkeen PCB kiinnitetään kantajalle, ja PCB:n koordinaatisto kalibroidaan referenssipisteen visuaalisella tunnistuksella varmistaakseen asennuksen vertailutarkkuuden.
· Parametrien esiasetus ja ohjelman tuonti: PCB-suunnitteluasiakirjoihin perustuen komponenttien koordinaatit, pakkaustiedot ja asennusjärjestys tuodaan ohjausjärjestelmään. Robotti esiasettaa liikeradan offline-ohjelmoinnilla tai opetusmoodilla välttääkseen törmäysriskit.
· Materiaalien valmistelu: Pintaliitoskomponentit ladataan kuljettimille, laatikoihin tai putkimaisiin hyllyihin. Materiaalien tunnistusmoduulin vahvettua komponenttimallin ja suunnan oikeellisuuden komponentit siirretään robotin noutopaikalle.
2. Ydinosa: Komponenttien nouto - Sijoitus - Kokoonpano
Vaihe 1: Komponenttien nouto Robottikäsivarsi on varustettu imupäätyökalulla tai nipottimella, ja se vaihtaa automaattisesti komponentin koon mukaan sopivaan työkaluun. Se käyttää näköjärjestelmää tunnistaakseen komponenttien sijainnin ja suunnan kehikolla ja nousee komponentit tarkasti, välttäen komponenttien vahingoittumista tai putoamista.
Vaihe 2: Komponenttien suunnan korjaus Noudon jälkeen komponentit kulkevat visio-ohjelman kautta, joka suorittaa toisen tunnistuksen korjatakseen mahdollisen siirtymän tai kiertokulman, varmistaen täsmällisen kohdistuksen pinnien ja PCB-metakontaktien välillä, erityisesti tiheästi pakattujen komponenttien, kuten BGA- ja QFP-tyyppisten, kohdalla.
Vaihe 3: Tarkka asennus Robotti liikkuu etukäteen määriteltyä rataa pitkin vastaavan komponenttipinnan kohdalle PCB:llä ja asettaa komponentin tasaisesti pinnalle tai työntää sen reikään. Pintaliitosasennusprosessissa, kun komponentti on kiinnitetty pinnalle, tyhjiöpäästö päästää paineen irti. Läpivientiprosessissa robottikäsi auttaa työntämään komponenttien nastat täysin sisään varmistaakseen hyvän yhteyden.
Vaihe 4: Hitsaus ja kovetus SMT-asennuksessa kokoonnettu PCB kuljetetaan uudelleenlämpöuuniin, jossa juoteliuos kovetetaan korkeassa lämpötilassa saavuttaakseen sähköisen yhteyden komponenttien ja PCB:n välillä. Robottiin voidaan asentaa verkkohitsausmoduuli läpivientikomponenttien aaltoporaushitsausta tai pistehitsausta varten.
3. Laadun tarkastus: Reaaliaikainen varmistus ja virheiden poisto
· Verkko-operaatiovisuaalitarkastus (AOI): Robottiasennuksen jälkeen AOI-tarkastuslaitteisto skannaa automaattisesti PCB:n, vertaa sitä standardikuvien kanssa ja tunnistaa virheet, kuten puuttuvat komponentit, väärät komponentit, epätarkat asennokset ja kylmät juotokset, tarkastustarkkuudella mikrometritasolla.
· Sähköisten ominaisuuksien testaus: Käyttämällä neulakantatestaus- tai lentävät koekärjet -moduuleja testataan PCB-piirin sähköisiä parametreja, kuten johtavuutta ja eristystä, poistaen piilotekijät.
· Virheiden käsittely: Tunnistetut vialliset tuotteet merkitään automaattisesti ja siirretään korjausasemalle, kun taas hyväksytyt tuotteet siirtyvät seuraavaan prosessivaiheeseen, saavuttaen automatisoidun suljetun silmukan "asennus-tarkastus-lajittelu".
4. Seuraavat prosessit: Valmiin tuotteen käsittely ja tietojen jäljitettävyys
• PCB:n puhdistus ja suojaus: Kelpaamattomat tuotteet käyvät läpi pölynpoiston ja konformikuoitteen, minkä jälkeen ne tarkistetaan uudelleen varmistaakseen, ettei jää jäljelle epäpuhtauksia tai kokoamisvirheitä.
• Automaattinen tyhjennys ja pakkaukset: Robottien tehtävänä on poistaa kokoatut PCB:t kantojistaan ja pinota ne siististi erillisiin eriin astioihin tai kuljetinhihnalle, odottamaan seuraavia pakkausvaiheita.
• Tietojen tallennus ja jäljitettävyys: Kokoamisparametrit kerätään koko prosessin ajan ja synkronoidaan MES-järjestelmään tuottamaan tuotantoraportteja, jotka tukevat tuotteen elinkaaren täydellistä jäljitettävyyttä ja helpottavat prosessin optimointia ja laadunvalvontaa.
Tuotantokapasiteetti
| Laitteiden valmistusprosessin kapasiteetti | |||||
| SMT-kapasiteetti | 60 000 000 piiriä/päivä | ||||
| THT-kapasiteetti | 1 500 000 piiriä/päivä | ||||
| Toimitusaika | Nopeutettu 24 tuntia | ||||
| Kokoonpanoon saatavilla olevat PCB-tyypit | Jäykät levyt, joustavat levyt, jäykkä-joustolevyt, alumiinilevyt | ||||
| PCB-määritykset kokoonpanoa varten | Suurin koko: 480x510 mm; Pienin koko: 50x100 mm | ||||
| Minimikokoinen kokoamakomponentti | 01005 | ||||
| Minimikoko BGA | Jäykät levyltä 0,3 mm; Joustavat levyltä 0,4 mm | ||||
| Pienin tarkka-aineskomponentti | 0.2 mm | ||||
| Komponenttien asettelun tarkkuuden kannalta | ± 0,015 mm | ||||
| Suurin komponenttikorkeus | 25 mm | ||||

