



Robot Összeszerelés
Pontos robotöszzeszerelés PCB gyártáshoz – ideális orvosi, ipari, autóipari és fogyasztói elektronikai alkalmazásokhoz. Automatizált nagysebességű helyezés, állandó minőség és skálázható termelés. DFM támogatással, AOI/X-sugár teszteléssel és gyors szállítással párosítva – növelje a hatékonyságot, csökkentse a költségeket, és biztosítsa a megbízható összeszerelést.
✅ Automatizált nagypontosságú helyezés
✅ Szigorú minőségellenőrzés
Leírás
Áttekintés a robotikus szerelés alkalmazásairól a PCBA iparágban
A robotikus szerelés a teljes PCBA folyamat vagy kulcsfontosságú műveletek automatizálását jelenti automatizált robotrendszerek segítségével, amelyek magukba foglalják a komponenshelyezést, forrasztást, tesztelést, behelyezést és csomagolást. Az intelligens gyártás egyik központi eleme, a robotikus szerelés kulcsfontosságú technológiai támogatássá vált a Kingfield számára a PCBA-termelési hatékonyság javításában, a termékminőség konzisztenciájának biztosításában, valamint a nagy értékű gyártás igényeinek kielégítésében. Alkalmazása az egész életcikluson átível, a prototípus-gyártástól a tömeggyártásig, és elősegíti a PCBA iparág átalakulását a "munkaerő-igényes" jellegből a "technológia-igényes" modellbe.

I. A PCBA robotikus szerelés fő alkalmazási területei
1. Nagypontosságú komponenshelyezés
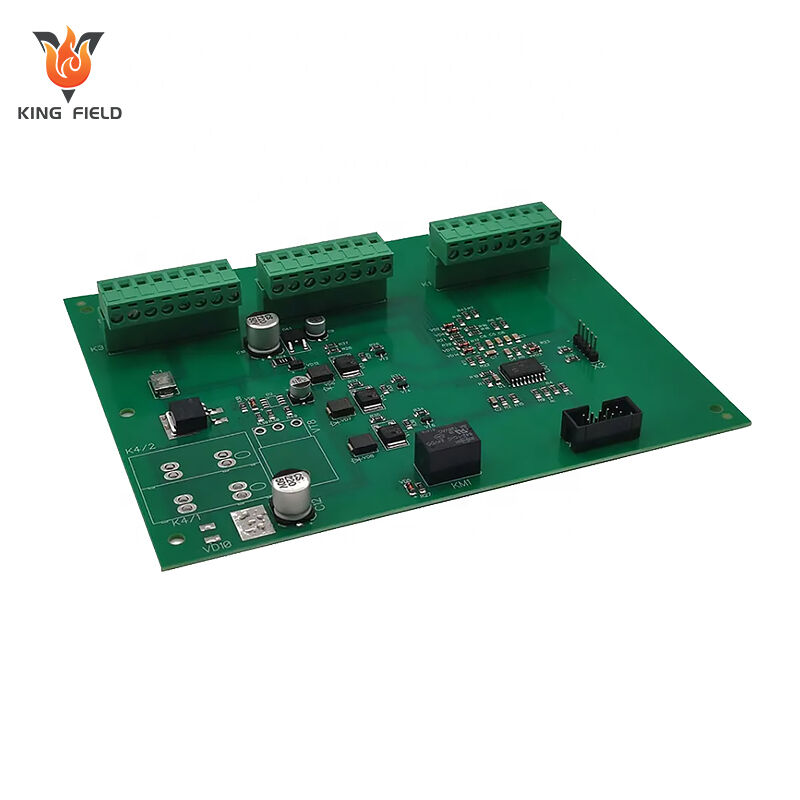
A roboterösszeállítást elsősorban az SMT folyamatban használják, ahol a főbb berendezések közé tartoznak a helyezőgépekkel és forrasztópaszta-nyomtatókkal működő automatizált rendszerek. Nagy pontosságú tokosított eszközök, például ultrakis méretű alkatrészek, BGA és QFP esetén a robotok a látásvezérelt pozicionálási technológián keresztül érik el a pontos elhelyezést, elérve az óránkénti több mint 100 000 pont sebességet, ami messze meghaladja a kézi munka hatékonyságát. Ez kompatibilis a Kingfield nagy sűrűségű NYÁK-jai, Mini LED meghajtókártyái és egyéb prémium termékei gyártási igényeivel, elkerülve a kézi elhelyezésből adódó problémákat, mint az alkatrészek eltolódása, fordított illesztése vagy kihagyása, és jelentősen növeli az elhelyezési hozamot.
2. Automatizált forrasztás és összekapcsolás
A robotforrasztás kulcsfontosságú folyamat a NYÁK-k elektromos csatlakozásainak megbízhatóságának biztosításához.
A legelterjedtebb technológiák:
· Reflow forrasztó robotok: Ezek a pontos hőmérséklet-szabályozási profilokon keresztül érik el az alkatrészek tömeges forrasztását, elkerülve a kézi forrasztásnál gyakori hideg forrasztási pontokat, hidakat és túlmelegedésből eredő károkat.
· Szelektív hullámforrasztó robotok: Ezek programozható fúvókákon keresztül pontosan permetezik a forrasztót a furatos alkatrészekhez, alkalmazkodva a hibrid összeszereléshez (SMT+THD) PCBA termékekhez, javítva a forrasztás egységességét.
· Lézeres forrasztó robotok: Nagypontosságú, magas megbízhatóságú alkalmazásokhoz használatosak, kis hőhatású zónával rendelkeznek, így alkalmasak apró forrasztási pontok és hőérzékeny alkatrészek forrasztására.
3. Behelyezés és összeszerelés automatizálása
A kézi behelyezést igénylő furatos eszközöknél a robotizált összeszerelő rendszer robotkarok és rögzítők segítségével éri el az automatizált behelyezést:
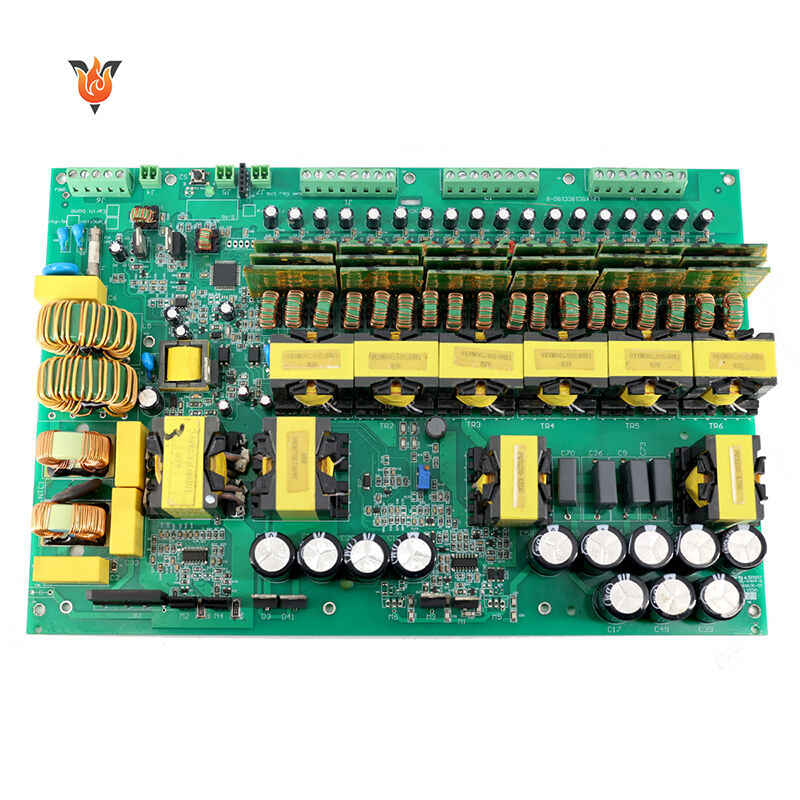
Több eszköztípus közötti rugalmas váltást támogat, és a különböző PCBA-termékek behelyezési követelményeihez igazodik programozható logikával; megoldja a kézi behelyezésnél fellépő alacsony hatékonyságot, magas munkaerő-igényt és az eszközök sérülését okozó egyenetlen behelyezési erőből fakadó problémákat, különösen Kingfield tömeggyártási környezetben, ipari vezérlő- és tápegység-kártyák esetén.
4. Automatizált tesztelés és minőségellenőrzés
A robotizált szerelés és ellenőrzés technológiáinak mély integrációja zárt körű "szerelés-ellenőrzés" folyamatot hoz létre:
· Látásellenőrző robot: Automatikusan azonosítja a helytelen elhelyezést, forrasztási hibákat és hiányzó alkatrészeket mesterséges intelligenciás látásalgoritmusok segítségével. Az ellenőrzési sebesség 5–10-szer gyorsabb, mint a kézi ellenőrzés, a hamis pozitív aránya kevesebb, mint 0,1%;
· In-Circuit Tesztelő (ICT) robot: Automatikusan végzi az elektromos teljesítménytesztelést a nyomtatott áramkörökön (PCBA), és valós időben feltölti az adatokat a MES rendszerbe a minőség nyomon követhetősége érdekében;
· Röntgenellenőrző robot: Rejtett forraszcsatlakozás-hibákat észlel a BGA, CSP és egyéb tokozású eszközök alján lévő forraszcsatlakozásoknál röntgenátviteli vizsgálattal, biztosítva a magas megbízhatóságú termékek minőségét.
5. Hátsó végcsomagolás és végső szerelés
A PCBA hátsó végfolyamataiban a robotos szerelés a burkolat csomagolásáért, a csatlakozók behelyezéséért és eltávolításáért, valamint a kábelek forrasztásáért felelős: együttműködő robotok emberrel párhuzamosan végzik a nehéz burkolatok szerelését és a precíziós kábel-forrasztást, így kiegyensúlyozva a rugalmasságot és pontosságot; alkalmazkodnak a Kingfield testreszabott igényeihez, támogatják a sokféle, kis sorozatú termék gyors átállítását, és lerövidítik a termék szállítási ciklusait.
II. A robotos szerelés fő előnyei
1. Hatékonyság javítása: Az akadályok leküzdése a manuális termelékenység terén
A robotok fáradtság és érzelmi zavar nélkül képesek 24 órán keresztül működni. Egyetlen robot összeszerelő vonal kapacitása 3–5-szörös a manuális gyártósorokénak. Nagy megbízások esetén „ember nélküli gyártás” valósítható meg több robot együttműködésével, ami jelentősen lerövidíti a gyártási ciklust, és segíti a Kingfieldet, hogy gyorsan reagáljon az ügyfelek szállítási igényeire.
2. Minőségbiztosítás: A termékminőség folyamatos javítása
A roboterösszeszerelés kiválóbb ismételhetőséget és működési stabilitást nyújt az emberi összeszereléssel szemben, és a hibák arányát, például a helytelen elhelyezést és forrasztási hibákat egymillión belüli egyre csökkenti. A digitális programozás és paraméterek rögzítése révén biztosítja, hogy minden PCBA gyártási szabványa teljesen egységes legyen, így különösen alkalmas olyan iparágakhoz, ahol rendkívül magas a megbízhatósági követelmény, mint az autóelektronika és az orvosi berendezések, ezzel megerősítve a Kingfield minőségről szerzett hírét.
3. Költségoptimalizálás: Hosszú távon csökkentett összesített gyártási költségek
Bár a robotokba történő kezdeti beruházás magas, hosszú távon jelentősen csökkentheti a költségeket:
• Munkaerőköltségek: Csökkentett szükség a képzett munkaerőre, így csökken a felvételi, képzési és munkaerő-kezelési költségek;
• Hulladékköltségek: Csökkentett alkatrész sérülés és nyomtatott áramkör (PCB) selejtezés, amely csökkenti az anyagveszteségi rátát;
• Kezelési költségek: A gyártási adatok valós idejű monitorozása az MES rendszeren keresztül optimalizálja a gyártási ütemezést, és csökkenti a kapacitásveszteségeket.
4. Rugalmas termelés: alkalmazkodik a változatos és egyéni igényekhez.
A modern robotizált szerelőrendszerek támogatják a gyors programozást és átállást. Kingfield testreszabott PCBA üzletágánál a gyártósori paramétereket 1–2 órán belül lehet módosítani nagy léptékű berendezésmódosítások nélkül, lehetővé téve a „kis sorozat, több tétel” rendelések hatékony gyártását, és javítva a piaci reakcióképességet.
5. Biztonsági fejlesztés: a termelési biztonsági kockázatok csökkentése
A PCBA gyártási folyamat során forrasztás, magas hőmérséklet és vegyi anyagok miatt potenciális kockázatok léphetnek fel. A robotos szerelés kiválthatja az emberi munkaerőt a nagy kockázatú folyamatokban, csökkentve a munkahelyi sérülések kockázatát. Ugyanakkor az együttműködő robotok ütközésérzékelő funkcióval rendelkeznek, és biztonságosan dolgozhatnak emberek mellett, így kiegyensúlyozva a termelési hatékonyságot és az üzemeltetési biztonságot.
III. A Kingfield Robot Összeszerelés Műszaki Jellemzői és Alkalmazási Értéke
A Kingfield a PCBA iparágban szerzett technológiai szakértelmére és az ügyfelek igényeire alapozva egy „testreszabott + intelligens + integrált” robotösszeszerelési megoldást dolgozott ki:
• Széleskörű alkalmazkodás: Robotos szerelési paraméterek optimalizálása a különböző iparágakban található PCBA termékek jellemzőihez;
• Intelligens integráció: AI-alapú vizuális ellenőrzés, MES gyártásirányítási rendszer és digitális iker technológia integrálása a gyártási folyamat valós idejű monitorozásához, adatnyomonkövetéséhez és intelligens optimalizálásához;
• Komplett szolgáltatás: Robot kiválasztásától kezdve a gyártósor beállításán, programozásán és hibakeresésén át a karbantartásig teljeskörű szolgáltatást nyújtva, segítve az ügyfeleket az automatizált termelés gyors bevezetésében és csökkentve a technikai akadályokat. A robotos szerelési technológia mélyreható alkalmazásán keresztül a Kingfield nemcsak a termelési hatékonyság és a termékminőség kétszeres javulását éri el, hanem „hatékony, megbízható és testreszabott” PCBA megoldásokat is biztosít az ügyfeleknek, megerősítve vezető pozícióját a nagy sűrűségű, magas megbízhatóságú és egyedi igényekhez igazított PCBA területén, elősegítve az ipar intelligens gyártásra való fejlődését.

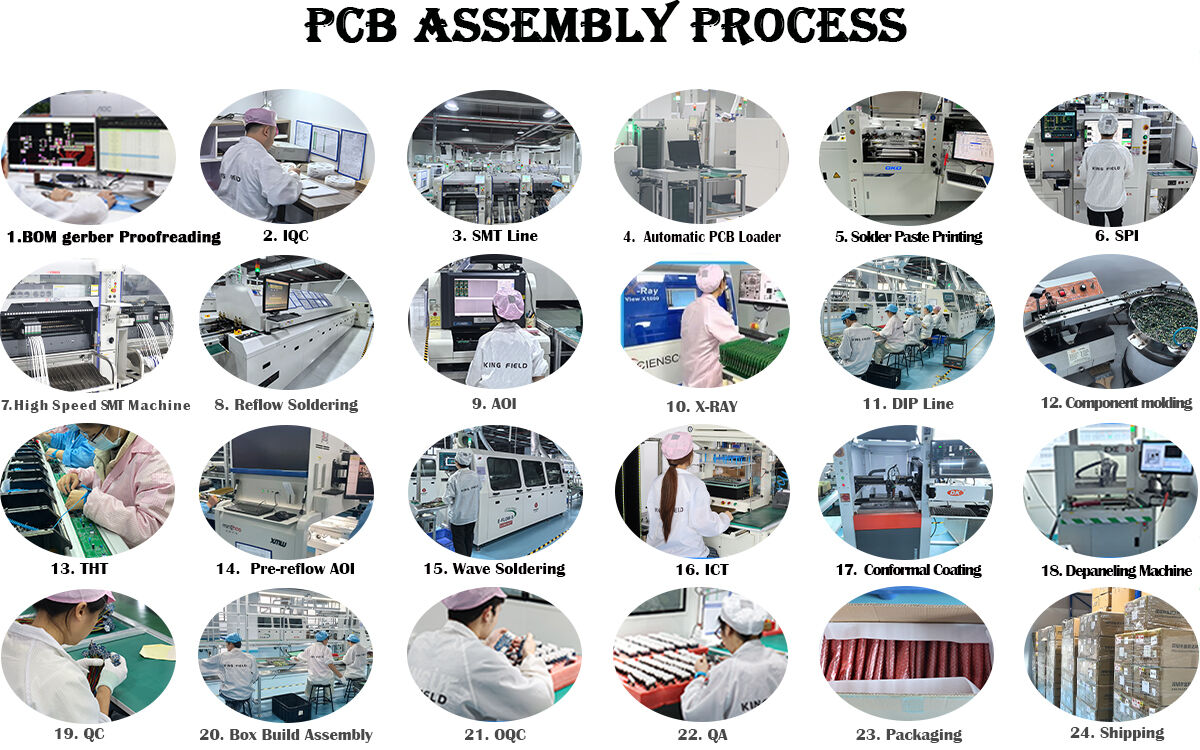
Gyűjtési folyamat
Robotos PCB-szerelési folyamat lépésről lépésre
A robotizált PCB-szerelés egy automatizált folyamat, amely precíziós mechanikát, vizuális pozicionálást és intelligens irányítást integrál. Lényege egy zárt ciklus: „pontos pozicionálás – alkatrészkezelés – pontos szerelés – minőségellenőrzés”. Az alábbiakban egy szabványos, lépésről lépésre történő felbontást talál, amely igazodik a tényleges ipari gyártási logikához:
1. Előkészítő munkák:
· PCB tisztítás és pozicionálás: A robot a nyomtatott áramkörű lemezt (PCB) egy automatizált betöltő modulon keresztül kapja meg. Először plazmatisztításon vagy kefés por eltávolításon megy keresztül, hogy eltávolítsa az olajat és port a forrasztópárnákról. Ezután a PCB-t rögzítik egy hordozón, majd a PCB koordináta-rendszerét referenciapontos vizuális felismeréssel kalibrálják, hogy biztosítsák az összeszerelési referencia pontosságát.
· Paraméterek előbeállítása és program importálása: A PCB tervezési dokumentumok alapján az alkatrészkoordináták, csomagolási specifikációk és az összeszerelési sorrend paramétereit importálják a vezérlőrendszerbe. A robot az offline programozás vagy tanító módbeli beállítás segítségével előre beállítja mozgási pályáját, hogy elkerülje az ütközési kockázatot.
· Anyagelőkészítés: A felületre szerelhető alkatrészeket szalagokra, tálcákra vagy csöves tartókra helyezik. Miután az anyagdetektáló modul megerősíti az alkatrész típusát és helyzetét, az alkatrészeket a robot vételi állomásához szállítják.
2. Mag szerelés: Alkatrész felvétele – Pozícionálás – Szerelés
1. lépés: Alkatrész felvétele A robotkar vákuumos fúvókával vagy fogóval van felszerelve, és automatikusan átvált a megfelelő eszközre az alkatrész méretének függvényében. Látórendszer segítségével azonosítja az alkatrészek helyzetét és tájolását a tartón, majd pontosan felveszi az alkatrészeket, elkerülve azok sérülését vagy leesését.
2. lépés: Alkatrész tájolásának korrekciója A felvétel után az alkatrészek második azonosításon esnek át a látóellenőrző modul segítségével, hogy kijavítsa az esetleges eltolódást vagy elfordulást, így biztosítva a tűk és a nyomtatott áramkör (PCB) padjai közötti pontos illesztést, különösen magas sűrűségű tokba foglalt alkatrészek, mint például BGA és QFP esetén.
3. lépés: Pontos szerelés A robot egy előre meghatározott pályán mozog a nyomtatott áramkör (PCB) megfelelő pad pozíciójához, és simán elhelyezi az alkatrészt, vagy beilleszti azt a pad lyukába. A felületre szerelt (SMT) folyamat során, miután az alkatrész csatlakozik a padhoz, a vákuumcsipesz nyomásmentesít. Átfúrt lyukas eljárás esetén a robotkar segít teljesen behelyezni az alkatrész lábait, hogy biztosítsa a jó érintkezést.
4. lépés: Hegesztés és rögzítés SMT szerelésnél a szerelt nyomtatott áramköröket reflow kemencébe szállítják, ahol a forrasztópasztát magas hőmérsékleten megszilárdítják, így biztosítva az elektromos kapcsolatot az alkatrészek és a nyomtatott áramkör között. A robot online forrasztó modullal is felszerelhető, amely lehetővé teszi az átfúrt lyukas alkatrészek hullámforrasztását vagy pontforrasztását.
3. Minőségellenőrzés: Valós idejű ellenőrzés és hibás alkatrészek eltávolítása
· Online vizuális ellenőrzés (AOI): A roboter összeszerelés után az AOI ellenőrző berendezés automatikusan pásztázza a nyomtatott áramkörlemezt, összehasonlítva azt szabványos képekkel, és felismeri a hibákat, mint például hiányzó alkatrészek, helytelen alkatrészek, rossz illeszkedés vagy hideg forraszkapcsolatok, mikronszintű pontossággal történő ellenőrzés mellett.
· Elektromos tulajdonságok vizsgálata: Tűágy teszteléssel vagy repülő proba modulokkal ellenőrzik a nyomtatott áramkör elektromos paramétereit, mint vezetőképesség és szigetelés, így kiszűrve a rejtett hibákat.
· Hibakezelés: A kimutatott hibás termékeket automatikusan megjelölik, majd átszállítják a javító állomásra, míg a megfelelő minőségű termékek továbblépnek a következő folyamatra, ezzel elérve egy automatizált zárt ciklust az „összeszerelés-ellenőrzés-terhelés” során.
4. Követő folyamatok: Késztermék-feldolgozás és adatnyomkövethetőség
• Nyomtatott áramkörlemez (PCB) tisztítása és védelme: A minősített termékek por eltávolításon és konform bevonáson esnek át, majd vizuális újraellenőrzés követi, hogy kizárják a maradék szennyeződéseket vagy gyártási hibákat.
• Automatizált kirakodás és csomagolás: A robotok leszedik az összeszerelt nyomtatott áramköröket a tartókról, és rendezetten egymásra helyezve adagolják őket rekeszekbe vagy szállítószalagokra a következő csomagolási folyamatok előkészítéseként.
• Adatrögzítés és nyomonkövethetőség: A gyártási paramétereket folyamatosan rögzítik, és szinkronizálják az MES rendszerrel, így előállítva a gyártási jelentéseket, amelyek támogatják a teljes termék-életciklus nyomonkövethetőségét, valamint a folyamatoptimalizálást és minőségirányítást.
Gyártási kapacitás
| Felszerelésgyártási folyamat képessége | |||||
| SMT Kapacitás | 60 000 000 chipp/nap | ||||
| THT kapacitás | 1 500 000 chipp/nap | ||||
| Szállítási idő | Gyorsított 24 óra | ||||
| Szereléshez elérhető NYÁK típusok | Merev lemezek, hajlékony lemezek, merev-hajlékony lemezek, alumínium lemezek | ||||
| NYÁK specifikációk szereléshez | Maximális méret: 480x510 mm; Minimális méret: 50x100 mm | ||||
| Minimális szerelt komponens | 01005 | ||||
| Minimális BGA | Merev lemezek 0,3 mm; Rugalmas lemezek 0,4 mm | ||||
| Minimális finom osztású alkatrész | 0,2 mM | ||||
| Komponens elhelyezési pontosságához | ± 0,015 mm | ||||
| Maximális alkatrész magasság | 25 mm | ||||

