



Сборка роботов
Сборка роботами с высокой точностью для производства печатных плат — идеально подходит для медицинской, промышленной, автомобильной и потребительской электроники. Автоматическая высокоскоростная установка компонентов, стабильное качество и масштабируемое производство. В паре с поддержкой DFM, тестированием AOI/рентгеном и быстрой доставкой — повысьте эффективность, сократите расходы и обеспечьте надежность сборок.
✅ Автоматическая высокоточная установка
✅ Строгий контроль качества
Описание
Обзор применения роботизированной сборки в отрасли PCBA
Роботизированная сборка означает автоматизацию всего процесса PCBA или ключевых операций с помощью автоматизированных роботизированных систем, охватывая такие основные аспекты, как установка компонентов, пайка, тестирование, вставка и упаковка. Будучи ключевым элементом интеллектуального производства, роботизированная сборка стала важнейшей технологической основой для компании Kingfield по повышению эффективности производства PCBA, обеспечению стабильности продукции и адаптации к требованиям высокотехнологичного производства. Её применение охватывает весь жизненный цикл — от прототипирования до массового производства, способствуя переходу отрасли PCBA от «трудоёмкой» к «технологически насыщенной».

I. Основные сценарии применения роботизированной сборки PCBA
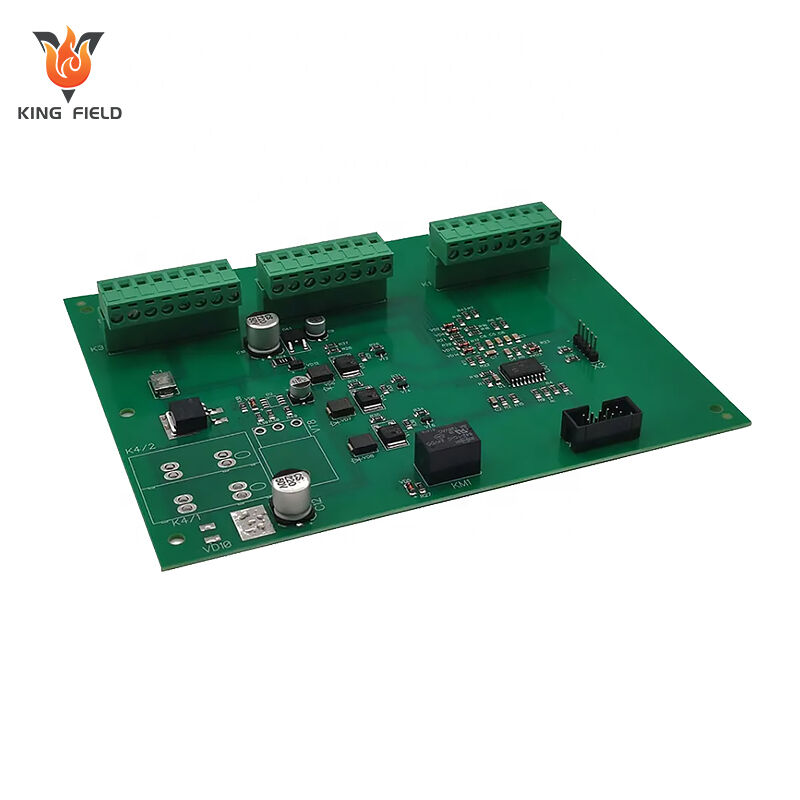
1. Установка компонентов с высокой точностью
Роботизированная сборка наиболее широко используется в процессе SMT, основное оборудование включает автоматизированные системы, такие как установочные машины и принтеры паяльной пасты. Для высокоточных упакованных устройств, таких как ультраминиатюрные компоненты, BGA и QFP, роботы обеспечивают точное размещение с помощью технологий позиционирования по изображению, достигая скорости монтажа более 100 000 точек в час, что значительно превышает эффективность ручного монтажа. Это соответствует производственным потребностям Kingfield в отношении высокоплотных печатных плат, плат драйверов Mini LED и других высокотехнологичных продуктов, исключая проблемы, такие как неправильное позиционирование компонентов, обратная установка и пропуск размещения, вызванные ручной установкой, и значительно повышая выход годных изделий.
2. Автоматическая пайка и соединение
Роботизированная пайка является ключевым процессом, обеспечивающим надежность электрических соединений в печатных платах (PCBA).
Основные технологии включают:
· Роботы для припоя в процессе рефлоу: Эти устройства обеспечивают пайку компонентов на плате с помощью точных профилей контроля температуры, избегая проблем, таких как непропаянные соединения, замыкания и перегрев, которые часто возникают при ручной пайке.
· Роботы для селективного волнового припоя: Эти устройства точно наносят припой через программируемые сопла для компонентов с выводами, адаптируясь к гибридной сборке (SMT+THD) печатных плат и повышая стабильность пайки.
· Роботы для лазерной пайки: Используются в условиях высокой точности и надежности, обладают малой зоной теплового воздействия и подходят для пайки мелких соединений и чувствительных к нагреву компонентов.
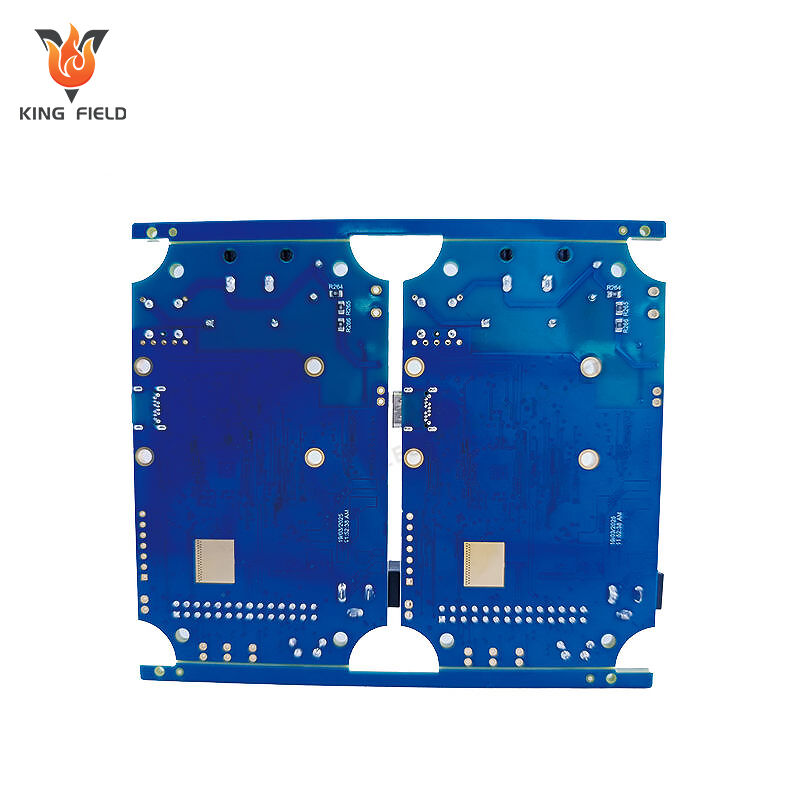
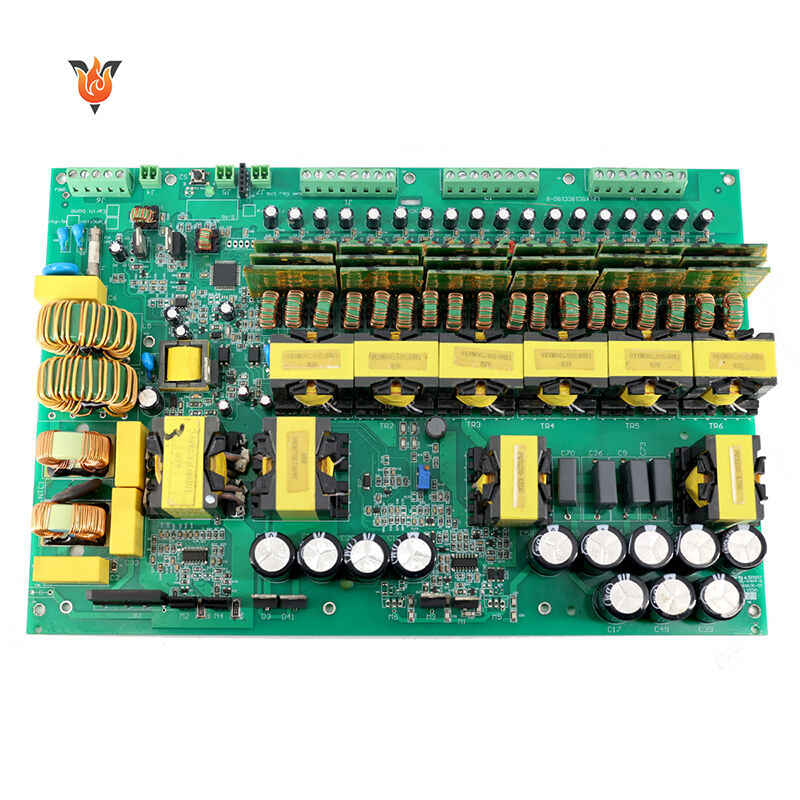
3. Автоматизация установки и сборки
Для компонентов с выводами, требующих ручной установки, роботизированная система сборки обеспечивает автоматическую вставку с помощью комбинации роботизированных манипуляторов и приспособлений:
Поддерживает гибкое переключение между несколькими типами устройств и адаптируется к требованиям установки различных продуктов PCBA благодаря программируемой логике; решает проблемы, такие как низкая эффективность, высокая трудоёмкость и повреждение оборудования из-за неравномерного усилия при ручной установке, и особенно подходит для массового производства, например, промышленных плат и силовых плат Kingfield.
4. Автоматизированное тестирование и контроль качества
Глубокая интеграция технологий роботизированной сборки и инспекции формирует замкнутый цикл «сборка — инспекция»:
· Робот визуального контроля: Автоматически выявляет проблемы, такие как смещение компонентов, дефекты пайки и отсутствующие элементы, с использованием алгоритмов ИИ-видения. Скорость инспекции в 5–10 раз выше ручной проверки, а уровень ложных срабатываний составляет менее 0,1%;
· Робот для внутрисхемного тестирования (ICT): Автоматически выполняет тестирование электрических характеристик печатных плат, передавая данные в систему MES в режиме реального времени для обеспечения прослеживаемости качества;
· Робот для рентгеновского контроля: Обнаруживает скрытые дефекты паяных соединений на нижних контактных площадках BGA, CSP и других типов корпусов с помощью рентгеновской инспекции, обеспечивая высокое качество особо надежной продукции.
5. Упаковка и окончательная сборка
На этапах окончательной сборки печатных плат роботизированные системы выполняют операции по упаковке в корпус, вставке и извлечению разъемов, а также пайке кабелей: совместные роботы работают вместе с операторами, выполняя сложные процессы, такие как сборка тяжелых корпусов и точная пайка кабелей, обеспечивая баланс между гибкостью и точностью; адаптируются под индивидуальные потребности Kingfield, поддерживают быстрое переключение между различными видами продукции и мелкими сериями, сокращая сроки поставки продукции.
II. Ключевые преимущества роботизированной сборки
1. Повышение эффективности: преодоление узких мест ручного труда
Роботы могут работать 24 часа в сутки без усталости и эмоциональных колебаний. Производительность одной роботизированной сборочной линии в 3–5 раз выше, чем у линии с ручным трудом. Для крупных заказов «бесчеловечное производство» может быть достигнуто за счёт взаимодействия нескольких роботов, что значительно сокращает производственный цикл и помогает компании Kingfield быстро реагировать на потребности клиентов в поставках.
2. Обеспечение качества: постоянное повышение стабильности продукции
Роботизированная сборка обеспечивает превосходную повторяемость и эксплуатационную стабильность по сравнению с ручной сборкой, контролируя уровень брака, например, отклонения в установке и дефекты пайки, на уровне один на миллион. Благодаря цифровому программированию и фиксации параметров, гарантируется полное соответствие стандартов производства каждой платы PCBA, что делает данный подход особенно подходящим для отраслей с крайне высокими требованиями к надёжности, таких как автомобильная электроника и медицинское оборудование, укрепляя таким образом репутацию Kingfield в области качества.
3. Оптимизация затрат: долгосрочное снижение общих производственных затрат
Хотя первоначальные затраты на приобретение роботов высоки, в долгосрочной перспективе они могут значительно снизить затраты:
• Затраты на рабочую силу: снижение зависимости от квалифицированных работников, что уменьшает расходы на найм, обучение и управление персоналом;
• Затраты на потери: снижение повреждения компонентов и брака печатных плат, вызванных ручной работой, что понижает уровень потерь материалов;
• Эксплуатационные расходы: Контроль данных производства в режиме реального времени посредством системы MES оптимизирует планирование производства и снижает потери мощности.
4. Гибкое производство: адаптация к разнообразным и индивидуальным потребностям.
Современные роботизированные сборочные системы поддерживают быстрое программирование и переналадку. Для бизнеса Kingfield, связанного с индивидуальной сборкой PCBA, параметры производственной линии можно настроить за 1–2 часа без масштабных изменений оборудования, что обеспечивает эффективное выполнение заказов «малой партии, много серий» и повышает оперативность реагирования на рынок.
5. Повышение безопасности: снижение рисков производственной безопасности
Производственный процесс PCBA сопряжён с потенциальными рисками, такими как пайка, высокие температуры и химические вещества. Роботизированная сборка может заменить человеческий труд при выполнении высокорисковых операций и снизить вероятность производственных травм. В то же время совместные роботы обладают функцией обнаружения столкновений и могут безопасно работать вместе с людьми, обеспечивая баланс между производительностью и безопасностью эксплуатации.
III. Технические особенности и прикладная ценность роботизированной сборки Kingfield
Исходя из своих технологических компетенций и потребностей клиентов в отрасли PCBA, компания Kingfield разработала решение для роботизированной сборки по принципу «индивидуальная настройка + интеллект + интеграция»:
• Индивидуальная адаптация: Оптимизация параметров роботизированной сборки в соответствии с характеристиками изделий PCBA для различных отраслей промышленности;
• Интеллектуальная интеграция: объединение визуального контроля на основе ИИ, системы управления производством MES и технологии цифрового двойника для обеспечения мониторинга в реальном времени, прослеживаемости данных и интеллектуальной оптимизации производственного процесса;
• Комплексное обслуживание: предоставление полного цикла услуг — от подбора робота, настройки производственной линии, программирования и отладки до последующего технического обслуживания, помогая клиентам быстро внедрить автоматизированное производство и снижая технические барьеры. Благодаря глубокому применению технологии роботизированной сборки, Kingfield не только достигает двойного улучшения производительности и качества продукции, но и предоставляет клиентам «эффективные, надежные и индивидуальные» решения в области PCBA, укрепляя свои конкурентные преимущества в сфере высокоплотных, высоконадежных и индивидуальных решений PCBA и способствуя переходу отрасли на уровень интеллектуального производства.

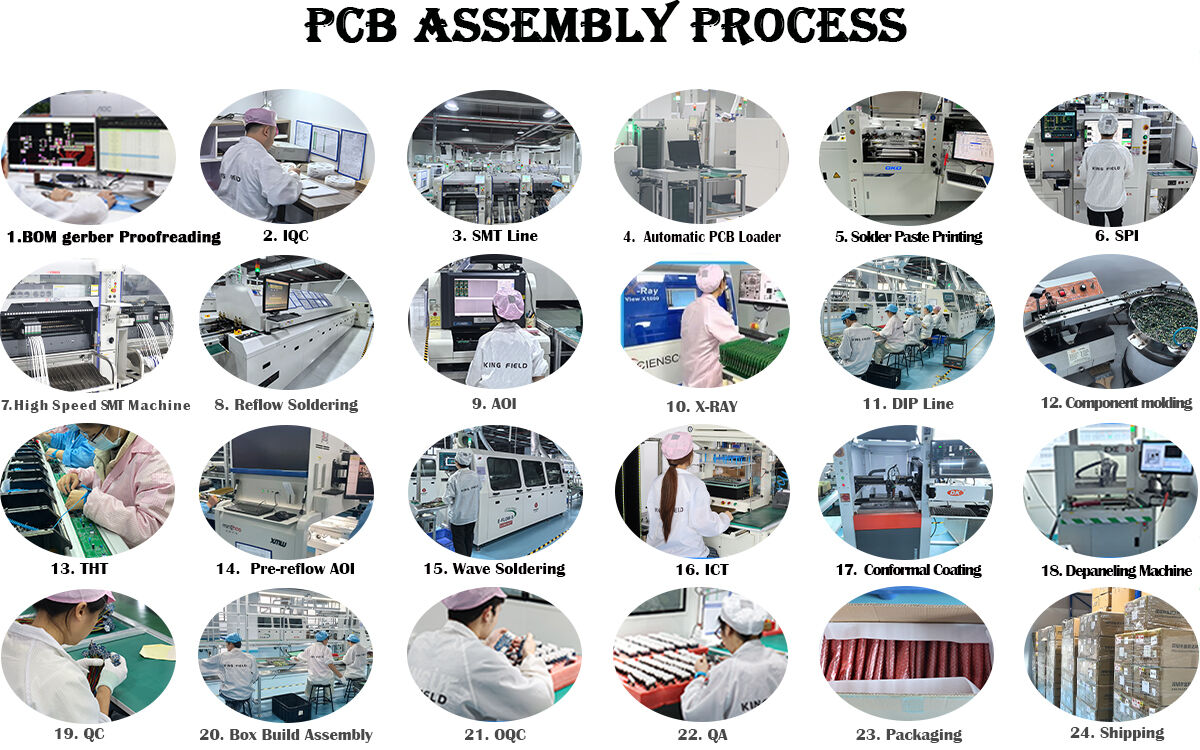
Процесс сборки
Пошаговый обзор процесса роботизированной сборки печатных плат
Роботизированная сборка печатных плат — это автоматизированный процесс, объединяющий точную механику, визуальное позиционирование и интеллектуальное управление. Его основа — замкнутый цикл «точное позиционирование — захват компонентов — точная сборка — контроль качества». Ниже приведено стандартизированное пошаговое описание, соответствующее логике реального промышленного производства:
1. Предварительная подготовка:
· Очистка и позиционирование печатной платы: Робот получает печатную плату через автоматизированный модуль загрузки. Сначала она проходит плазменную очистку или удаление пыли щеткой, чтобы удалить масло и пыль с контактных площадок. Затем плата фиксируется на несущей пластине, а система координат платы калибруется с использованием визуального распознавания опорных точек, чтобы обеспечить точность позиционирования при монтаже.
· Предварительная настройка параметров и импорт программы: На основе проектной документации печатной платы параметры, такие как координаты компонентов, типоразмеры корпусов и последовательность монтажа, загружаются в систему управления. Робот предварительно задает свою траекторию движения с помощью оффлайн-программирования или метода обучения, чтобы исключить риски столкновения.
· Подготовка материалов: Поверхностно монтируемые компоненты загружаются на ленточные транспортеры, в лотки или трубчатые магазины. После того как модуль обнаружения материалов подтверждает правильность модели компонента и его ориентацию, компоненты подаются к станции захвата робота.
2. Сборка ядра: Захват компонента — Позиционирование — Сборка
Шаг 1: Захват компонента Роботизированная рука оснащена вакуумным соплом или захватом и автоматически переключается на соответствующий инструмент в зависимости от размера компонента. Она использует визуальную систему для определения положения и ориентации компонентов на стойке и точно захватывает их, избегая повреждения или падения компонентов.
Шаг 2: Коррекция ориентации компонента После захвата компоненты проходят вторичную идентификацию с помощью модуля визуального контроля для коррекции возможных смещений или углов поворота, обеспечивая точное совмещение выводов с контактными площадками печатной платы, особенно важно для компонентов с высокой плотностью упаковки, таких как BGA и QFP.
Шаг 3: Точная сборка Робот перемещается по заданному пути к соответствующей контактной площадке на печатной плате и плавно устанавливает компонент или вставляет его в отверстие площадки. В процессе поверхностного монтажа после установки компонента на площадку вакуумное сопло сбрасывает давление. В процессе сквозного монтажа роботизированная рука помогает полностью вставить выводы компонента, обеспечивая надежный контакт.
Шаг 4: Сварка и отверждение Для сборки методом поверхностного монтажа собранная печатная плата транспортируется в печь оплавления, где припой нагревается при высокой температуре для создания электрического соединения между компонентами и платой. Робот может быть оснащён модулем автоматической пайки для выполнения пайки волной припоя или точечной пайки компонентов со сквозными отверстиями.
3. Контроль качества: проверка в реальном времени и удаление дефектов
· Онлайн-визуальный контроль (AOI): После сборки роботом оборудование AOI-инспекции автоматически сканирует печатную плату, сравнивает ее с образцовыми изображениями и выявляет дефекты, такие как отсутствующие компоненты, неправильные компоненты, смещение и плохие пайки, с точностью инспекции до уровня микронов.
· Тестирование электрических параметров: Через модули тестирования «кровать игл» или летающего щупа тестируются электрические параметры цепи печатной платы, такие как проводимость и изоляция, что позволяет исключить скрытые неисправности.
· Обработка дефектов: Обнаруженные дефектные изделия автоматически маркируются и транспортируются к станции переделки, в то время как пригодные изделия переходят к следующему процессу, обеспечивая автоматизированный замкнутый цикл «сборка-инспекция-сортировка».
4. Последующие процессы: обработка готовой продукции и прослеживаемость данных
• Очистка и защита печатной платы: Квалифицированные продукты проходят удаление пыли и нанесение защитного покрытия, после чего проводится визуальный повторный осмотр для обеспечения отсутствия остаточных загрязнений или дефектов сборки.
• Автоматическая разгрузка и упаковка: Роботы извлекают собранные печатные платы из креплений и аккуратно укладывают их партиями в контейнеры или на конвейерные линии для последующих процессов упаковки.
• Запись данных и прослеживаемость: Параметры сборки собираются на протяжении всего процесса и синхронизируются с системой MES для формирования производственных отчётов, обеспечивая полную прослеживаемость жизненного цикла продукта и способствуя оптимизации процессов и контролю качества.
Производственная мощность
| Возможности производственного процесса оборудования | |||||
| SMT Мощность | 60 000 000 чипов/день | ||||
| THT Мощность | 1 500 000 чипов/день | ||||
| Время доставки | Ускоренный срок 24 часа | ||||
| Типы печатных плат, доступных для сборки | Жесткие платы, гибкие платы, жестко-гибкие платы, алюминиевые платы | ||||
| Спецификации печатных плат для сборки | Максимальный размер: 480x510 мм; Минимальный размер: 50x100 мм | ||||
| Минимальный компонент для установки | 01005 | ||||
| Минимальный BGA | Жесткие платы 0,3 мм; гибкие платы 0,4 мм | ||||
| Минимальный компонент с мелким шагом | 0,2 мм | ||||
| Точности установки компонентов | ± 0,015 мм | ||||
| Максимальная высота компонента | 25 мм | ||||

