



Robotaðgerð
Nákvæm vélmennu samsetning fyrir PCB framleiðslu—hátt hentugt fyrir lyfja, iðnaðar, aðgerða og neytenda_rafrænan búnað. Vélmennu hraðasetning, samfelld gæði og skalanleg framleiðsla. Í par sér við DFM stuðning, AOI/X-geislaprófanir og fljóta afhendingu—aukja árangur, minnka kostnað og tryggja áreiðanlegar samsetningar.
✅ Vélmennu nákvæmu setningu
✅ Ströng gæðastjórnun
Lýsing
Yfirlit yfir notkun á vélmenni til samsetningar í PCBA iðjunni
Robótasmíði vísar til sjálfvirknar umferðar eða lykilvirkja í öllum PCBA ferlinu með sjálfvirkum kerfum, og felur innan í sér helstu hluta ferlsins eins og staðsetningu áhluta, leður, prófanir, innsetningu og umbúðir. Sem lykilhluti í rólegri framleiðslu hefur robótasmíði orðið lykilteknólogískur stuðningur fyrir Kingfield til að bæta PCBA framleðslueffekt, tryggja samræmi vöru og aðlagast kröfum framleiðslu á hámarksnámi. Notkun þess nær yfir alla ferilinn frá smíði fyrsta sýniborðs til stórfelldrar framleiðslu, og hefur ákveðið umrýmingu í PCBA iðjunni frá „vinnuþjóðar“ yfir í „tækniþjóðar“.

I. Lykilsvið notkunar á PCBA robótasmíði
1. Hár nákvæmni við uppsetningu áhluta
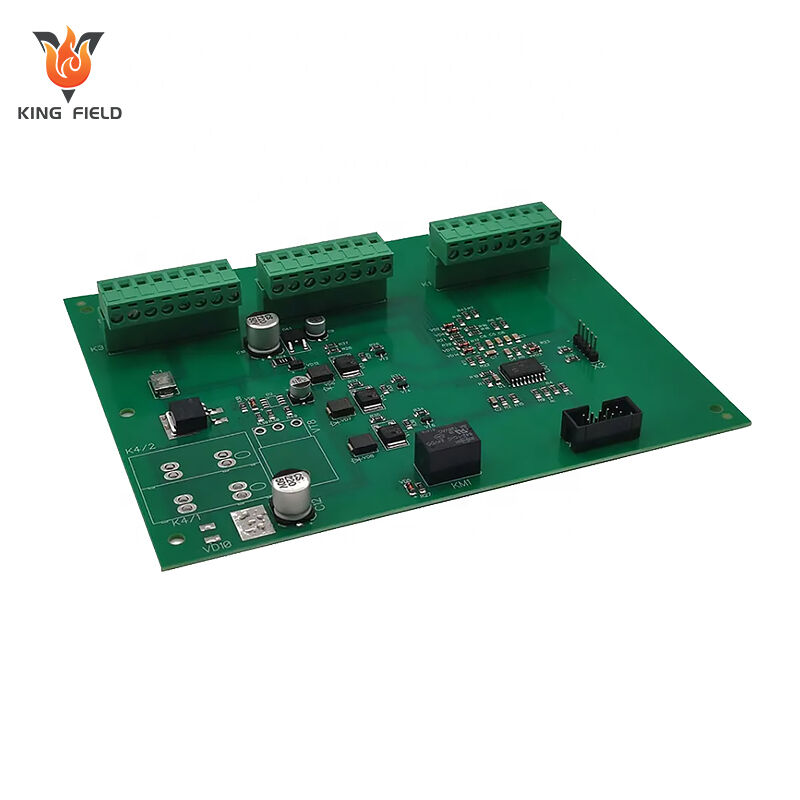
Robótambygging er mest notuð í SMT-aðferðinni, með kjarnaútbúnaði eins og sjálfvirk kerfi til dæmis setja-og-taka vélar og lyftutilflutningsprentarar. Fyrir há- nákvæmlega umbúðuð tæki eins og yfir-miníatýrhluti, BGA og QFP, ná robótar nákvæmri staðsetningu með sjónvottunartækni, með settihraða sem ná yfir 100.000 punktum á klukkutíma, sem er langt hærra en handvirkt framkvæmd. Þetta er samhæft við framleiðsluþarfir Kingfield fyrir háþétt PCB, Mini LED-stýringarborð og önnur hámarksgæðavörur, og koma í veg fyrir vandamál eins og rangar staðsetningar, öfug sett hluti og gleymdir hlutar vegna handvirkrar settningar, og bætir verulega útkomu settningararferlisins.
2. Sjálfvirk sveising og tenging
Robótasveising er lykilferli til að tryggja áreiðanleika rafmagnstenginga í PCBAs.
Venjulegustu tæknirnar innifela:
· Endurlýsingarleðurrautnavélar: Þessi ná fyrir sambandsleðingar í lotum með nákvæmum hitastjórnunarforritum, sem koma í veg fyrir vandamál eins og kaldar leðingar, bruggar og ofhittunar-eyðingar sem eru algeng við handvirka leðingu.
· Valin leðurrautnavélar: Þessi sprayja nákvæmlega leði gegnum forritanleg gröpp fyrir gegnholshluti, aðlagast samsetningu (SMT+THD) PCBA vara og bæta samkvæmt leðingu.
· Lásersöðrunarrobbota: Notuð í háráðnauðgun og hátraustur umhverfi, hafa þessar vélar litla hitaeðlunarsvæði og eru hentugar fyrir leðingu smáleðinga og hitaflækt hluta.
3. Samskiptavinna innsetningar og samsetningar
Fyrir gegnholshluti sem krefjast handvirkri innsetningu, ná framleiðslukerfið samskiptavinnu innsetningu með samsetningu á herðararmlíkum og festingum:
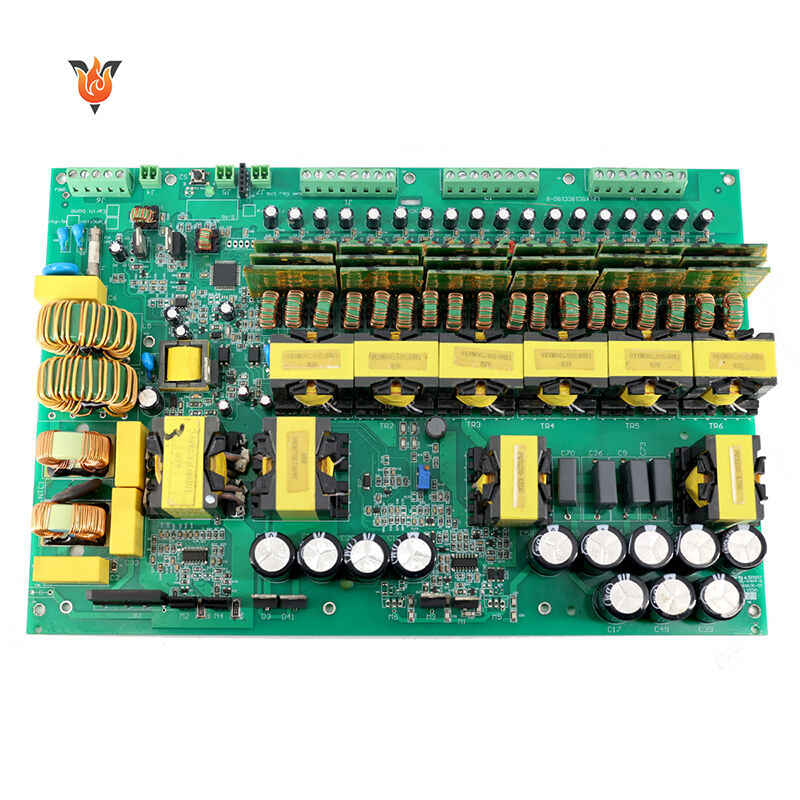
Það styður sveigjanleg skipti milli margra tæknitypa og aðlagast innsetningarþörfum mismunandi PCBA vara í gegnum forritanlega rökfræði; leysir vandamál eins og lágt árangur, mikil vinnuálag og tækanáð sem valdið er af ójöfnunni innsetningarafli við handvirkri innsetningu, og er sérstaklega hentugt fyrir Kingfield í stóri framleiðslu, eins og iðnaðarstýringarborð og aflborð.
4. Sjálfvirk prófun og gæðastjórnun
Djúpt samruni samsetningar- og inspektingartækni myndar lokaðan hring "samsetning-inspektion":
· Sjónrannsóknarrobbota: Greinir sjálfkrafa vandamál eins og rangt staðsettur hlutir, vandamál við leðingar og vantar hluti með notkun á AI-myndrænum reikniritum. Inspektingarhraði er 5-10 sinnum hraðari en handvirk inspektion, með rangt jákvætt hlutfall undir 0,1%;
· Rafháð prófun (ICT) róbotta: Framkvæmir sjálfvirkt prófanir á rafrænni frammistöðu á PCB-plötu, og sendir gögn í MES-kerfið í rauntíma til að tryggja kvalitetsafturförun;
· Röntgenrannsóknarrobbota: Greinir falið bölvun í leðurliðum á botnleðurliðum BGA, CSP og öðrum umbúðuðum tæki með röntgen-inspektið, til að tryggja gæði mikið áreiðanlegra vara.
5. Pakkun aftan við og lokaborðun
Í lokahópum PCB-plötu, sér róbotar um aðgerðir eins og innpakkun í búnað, innsetningu og fjarlægingu tengla, og leður á rásir: Samstarfsróbotar vinna í samræmi við manneskjur til að klára flóknar aðgerðir eins og þungar búnaðaruppsetningar og nákvæma leður á rásir, og bala fleksibilitet og nákvæmni; Aðlögun við sérsníðingarkröfur Kingfield, styðja fljóta skipting á mörgum gerðum og smáseríum vöru, og stytta afhendingartíma vara.
II. Lykilforréttindi róbotabindingar
1. Aukning á árangri: Að brjóta gegnum hálsmörkun handvirks framleiðslu
Robótarnir geta starfað 24 klukkustundir á dag án þreytu eða áhrifa á tilfinningar. Getu einnar samsetningarlínu með robóta er 3-5 sinnum hærri en handvirks framleiðslulínu. Fyrir stórra pantanir er hægt að ná „ómannvirkri framleiðslu“ með samstarfi margra robóta, sem getur verið til mikillar styttar á framleiðslutíma og hjálpar Kingfield að svara fljótt við viðskiptavina kaupskilyrði.
2. Gæðastjórnun: Samfara betring á samræmi vöru
Robótambygging býst við betri endurtekningar- og rekstöryrði samanborið við handvinnslu, og heldur villulíkum eins og uppsetningarskekkjum og lodningsvillum undir einni á milljón. Með stafræna forritun og fastsettum stikum er tryggt að framleidingarstaðall sérhvers PCBA sé fullkomlega samrýmanlegur, sem gerir það sérstaklega hentugt fyrir iðgreinar sem krefjast mjög hárra traustleikakröfa, eins og bílaelektroník og læknaviðbúnað, og styrkir þannig Kingfield-kynningu fyrir gæði.
3. Kostnaðaroptímalun: Lágmarka heildarkostnað við framleiðslu á langan tíma
Þó að upphafleg reiðfertni í tölvum sé há, geta þær langfristandi gert kostnaðinn verulega lægri:
• Vinnumennskukostnaður: Minnkaðeppni af sérfræðingum, lægri kostnaður við ráðningu, nám og stjórnun;
• Tapakostnaður: Minskað skemmd á hlutum og afskrotun á prentplötu vegna handvirkrar notkunar, lægri efniatap
• Stjórnunarkostnaður: Rauntímafylgjun framleiðsluupplýsinga í gegnum MES-kerfið bætir framleiðsluáætlun og minnkar getukraftarmissnotkun.
4. Sömuystarframi framleiðsla: hentug við fjölbreytta og sérsníða þarfir.
Nútímavænar vélmenni montúrkerfi styðja fljóra forritun og skipting á milli verkefna. Fyrir Kingfield sérsniðna PCBA rekstur er hægt að stilla innihald framleiðslulínunnar innan 1-2 klukkustunda án stórra breytinga á búnaði, sem gerir kleift skynjörðlega framleiðslu á „lítilri raðir, margar raðir“ pöntunum og bætir svarið á markaðsvanmetum.
5. Öryggisupplýsing: Minnka áhættu varðandi öryggi í framleiðslu
Framleiðsluaðferð PCBA felur í sér áhættu eins og til dæmis við leðurklippu, háar hitastig og efni. Vélmenni montúr getur tekið við vinnubrögðum frá manneskjum til að ljúka áhættuþyngjum ferlum og minnka áhættu á slysfyndnum á vinnustað. Á sama tíma eru samvinnuvélmennar útbúnir með árekstdauðviti sem leyfir örugga samvinnu við manneskjur, og jafnvægi milli framleiðslueffektivunar og rekstraröryggis.
III. Tæknieiginleikar og notagildi Kingfield tölvunarásambands
Á grundvelli tæknilegrar sérþekkingar og viðskiptavinaþarfir í PCBA-bransjinu hefur Kingfield þróað „sérsníðna + rófgerða + samdráttar“ lausn fyrir tölvunarásambyggingu:
• Sérsníðin aðlögun: Aðlagi rótavélgerðar samsetningarviðfanga til að henta einkennum PCBA vöru í mismunandi iðgreinum;
• Órmetaður samþættingur: Samþætting á AI-myndaskoðun, MES-framleiðslustjórnkerfi og stafrænnar tvíburateknology til að ná rauntímastjórnun, meðhöndlun á upprunaskráningu gagna og órmetnum jákvæmleggingar á framleiðsluaðferðinni;
• Heildartækifæri: Veitir fullferlsþjónustu frá völdu á vélmenni, uppsetningu framleiðslulínu, forritun og kembun til eftirlitsviðhalds, og hjálpar viðskiptavinum að flýta innleiðingu sjálfvirkri framleiðslu og lægja tæknileg hindur. Með djúpkomandi notkun á vélmennatækni í samsetningu nýtur Kingfield bæði tvöföldunar áframhaldssamleika í framleiðslueffektivkomu og vöru gæðum, og veitir viðskiptavini „áreiðanleg, skilvirkar og sérsníðnar“ PCBA lausnir, sem styrkja kjarnahæfileika fyrirtækisins á sviði hárar þéttleikis, hárra áreiðanleikans og sérsníðinna PCBA lausna, og stuðla að uppgraderingu í iðgreindar smárgerðar framleiðslu.

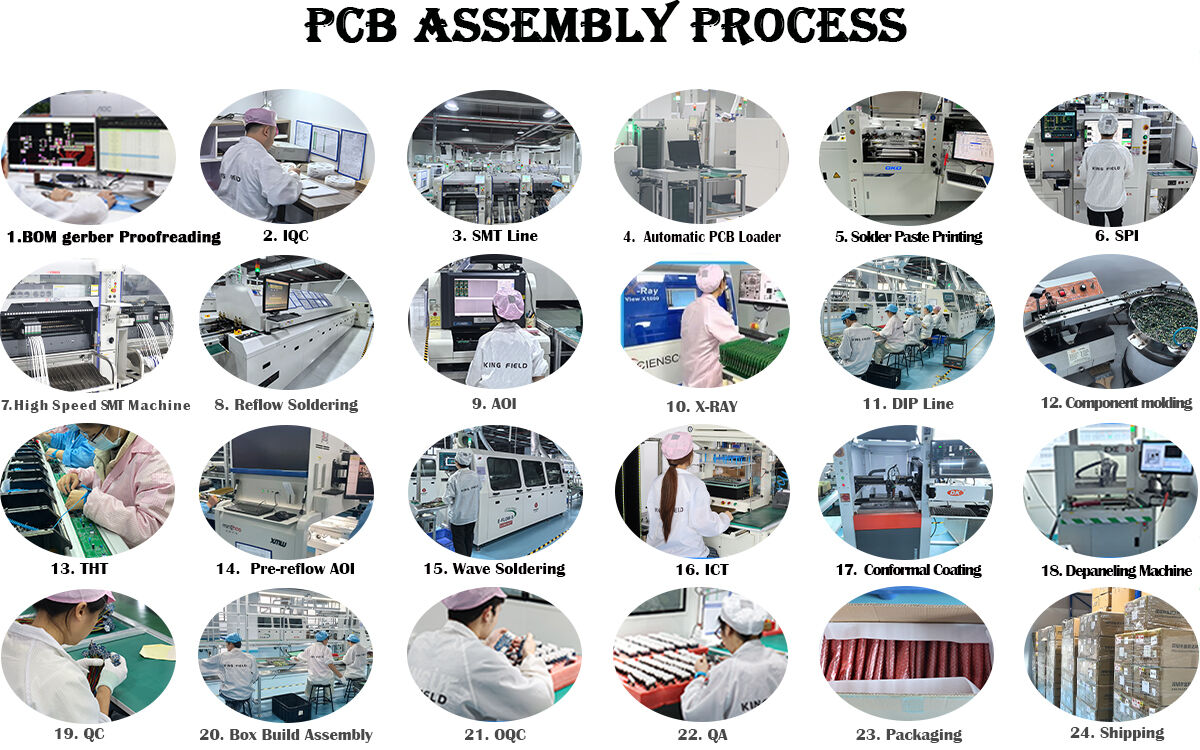
Samsetningarferli
Skref-fyrir-skref yfirlit yfir robot PCB-montun
Robótísk PCB-samsetning er sjálfvirkur ferlið sem sameinar nákvæma vélbúnað, sjónræna staðsetningu og innbætt stjórnun. Meðalhlið þess snýr um lokaðan hring "nákvæm staðsetning - bætiefni meðhöndlun - nákvæm samsetning - gæðaeftirlit". Eftirfarandi er staðlað, skref fyrir skref, útgáfa sem fylgir raunverulegri iðnaðarframleiðslulogik:
1. Upphafleg undirbúningur:
· Hreinsun og staðsetning á PCB: Robótinn fær PCB-plötu gegnum sjálfvirkri hleðslueiningu. Fyrst er henni fram að plasmahreinsun eða borsta hreinsun til að fjarlægja olíu og dul frá loddekassunum. Síðan er PCB-platan fastspennt á bera og samræmd hnitakerfi plötunnar með myndvinnslusýn á tilvísingarpunktum til að tryggja nákvæmni við montun.
· Forskiptingu stika og innflutning forrits: Í samræmi við hönnunardokument PCB eru stikar eins og hnit íhluta, pakkahópar og röð montunar fluttir inn í stjórnunarkerfið. Robótinn stillir á undan hreyfuleið sinni með offlínu forritun eða kennsluhamferð til að forðast árekstrikskynjun.
· Undirbúningur efna: Yfirborðsmonteruður hlutir eru settir á beltis, í skálir eða ramma. Þegar greiningareining efna staðfestir að líkindi og stefna íhluta sé rétt, eru þeir fluttir á valstation robótsins.
2. Meðalhluti: Val á hlutum – Staðsetning – Samsetning
Skref 1: Val á hlutum Robótarmurinn er útbúinn með loftþykkju eða gripa og skiptir sjálfkrafa yfir í viðeigandi tæki eftir stærð hlutanna. Hann notar sjónkerfis kerfi til að greina staðsetningu og stefnu hlutanna á stöðunni og tekur upp hlutina nákvæmlega, til að koma í veg fyrir skemmdir eða að hlutirnir detti.
Skref 2: Stefnubrétting hluta Eftir að hlutum hefir verið tekið hefir, fara þeir í gegnum seinni auðkenningu með sjónkerfisins inspektsjónarenda til að leiðrétta hvaða færslu eða snúning sem er, og tryggja nákvæma samræmingu milli stöngla og PCB-spor, sérstaklega hentugt fyrir háþéttu umbúðir eins og BGA og QFP.
Skref 3: Nákvæm samsetning: Robotinn færist eftir fyrirstilltum leiðarlínum til viðkomandi sætis á PCB og setur hlutinn varlega á sætið eða inn í holuna. Við yfirborðsmontering, þegar hlutinn er festur á sætið, losar sughnötturinn þrýstinginn. Við gegnholssmótun styður vélarhöndin við að setja stuttuna fullkomlega inn til að tryggja góða snertingu.
Skref 4: Brosun og hörðnun: Fyrir SMT-samsetningu er samsetta PCB flutt í endurhitaofn þar sem leðurpasta er hörðnuð við háa hitastig til að ná rafmagnstengingu milli hluta og PCB. Robotinn getur verið útbúinn með álínu-brosunareiningu til að framkvæma hólki-brosun eða punktbrosun gegnholshluta.
3. Gæðaprófun: Rauntíma sannvörun og fjarlæging villna
· Beinlínu myndrannsókn (AOI): Eftir vélmennasmíði skannar AOI-insýnismyndavélin sjálfkrafa PCB-sporbrettið, bera saman við staðlaðar myndir og finnur galla eins og vantar hluti, rangar hluti, misröddun og köld leðurklæðingar, með insýnistævjustig niður í mikrónslag.
· Prófanir á rafrafærni: Með þykkjaprófunareiningu eða fljúgandi prófustikuprófun er prófað á rafrænum stærðum í PCB-rásinni eins og leiðni og innrikkun til að losna við falin villa.
· Mótun á gallum: Vöru sem fundin eru með galla eru sjálfkrafa merktar og fluttar á endursmiðjun, en fullnægjandi vöru fara á næsta ferli, sem leidir til sjálfvirkts lokaðs hringferðar „smíði-insýn- flokkun“.
4. Aftanafarin ferli: Meðhöndlun lokiðra vara og gagnaheimildanleiki
• Hreinsun og vernd PCB: Kvalifíkuð vörur fara í gegnum aflosun á dust og samhæfingu, á eftirfarandi heimildarlegri skoðun til að tryggja að engin eftirstandandi óhreinindi eða vélbúnaðarleitni séu til staðar.
• Hömlun og umbúðir með sjálfvirkum kerfum: Robottar fjarlægja samansettar PCB-plötur úr burðarhlutum og raða þeim fallega í lotur í kassa eða á flutningsborð, tilbúnar fyrir síðari umbúðaverkefni.
• Upptaka á gögnum og möguleiki á rekistrétt: Samantektaraferðir eru safnaðar í gegnum alla ferlið og samstilltar við MES-kerfið til að búa til framleidsluskýrslur, styðja fullan endurspurnarhæfa lyfjaferil vörunnar og auðvelda ferlisáætlun og gæðastjórnun.
Framleiðslugángur
| Framleiðslugetu smíða | |||||
| SMT-geta | 60.000.000 chip/dag | ||||
| THT getakraft | 1.500.000 chip/dag | ||||
| Afhendingartími | Flýtt 24 klukkustundir | ||||
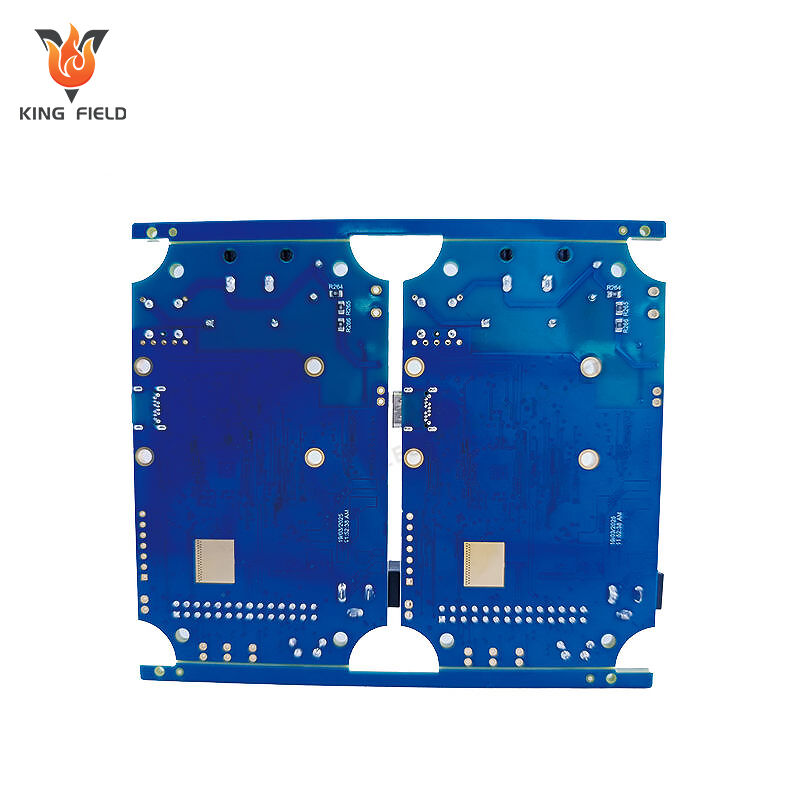
| Gerðir af PCB sem eru fáanlegar fyrir samsetningu | Stífborð, sveigjanleg borð, stíf-sveigjanleg borð, álfuruborð | ||||
| PCB tilgreiningar fyrir samsetningu | Hámarksstærð: 480x510 mm; Lágmarksstærð: 50x100 mm | ||||
| Lágmarks samsetningurhluti | 01005 | ||||
| Lágmarks BGA | Stífborð 0,3 mm; Sveigjanleg borð 0,4 mm | ||||
| Lágmarkshámarksþætti | 0,2 mm | ||||
| Nákvæmlega staðsetningu hluta | ±0,015 mm | ||||
| Hámarkshæð þátta | 25 mm | ||||

