



הרכבת רובוטים
הרכבה באמצעות רובוטים מדויקים לייצור PCBA — אידיאלי לsectors רפואיים, תעשייתיים, רכב ואלקטרוניקה לצרכן. שיתוק אוטומטי במהירות גבוהה, איכות עקיבה וייצור ניתן להרחבה. בשילוב עם תמיכת DFM, בדיקות AOI/קרני X ואספקה מהירה — שדרגו את היעילות, חסכו בעלויות וгарמו להרכבות מהימנות.
✅ שיתוק אוטומטי במדויק גבוה
✅ בקרת איכות מחמירה
תֵאוּר
סקירה של יישומי הרכבת רובוטים בתעשיית PCBA
הרכבת רובוטים מתייחסת לאוטומציה של תהליך PCBA כולו או של פעולות עיקריות באמצעות מערכות רובוטיות אוטומטיות, וכוללת היבטים מרכזיים כגון הנחת רכיבים, לחימתי, בדיקה, הכנסה ואריזה. כרכיב מרכזי בייצור חכם, הפכה הרכבת רובוטים לתמיכה טכנולוגית עיקרית ל-kingfield כדי לשפר את יעילות הייצור של PCBA, להבטיח עקביות של המוצרים ולהתאים את עצמה לצורכי ייצור מתקדם. יישומה מתפרש על פני מחזור החיים כולו, מהפרוטוטייפ לייצור המוני, ומעודדת את המעבר של ענף PCBA ממצב של "תלוי בכוח אדם" למצב של "תלוי בטכנולוגיה".

I. תרחישי יישום מרכזיים של הרכבת רובוטים ב-PCBA
1. הרכבה מדויקת של רכיבים
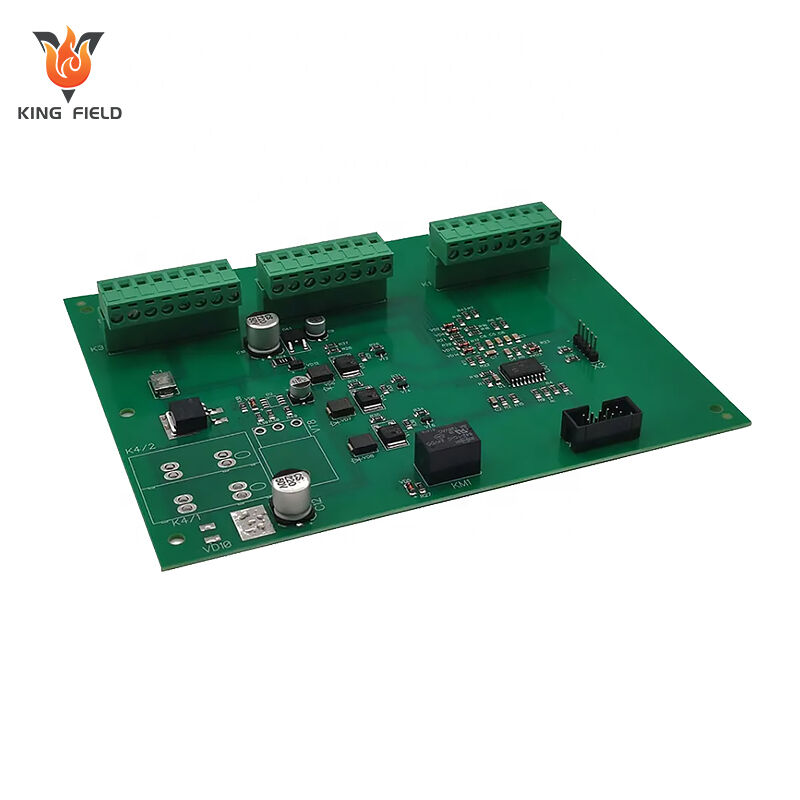
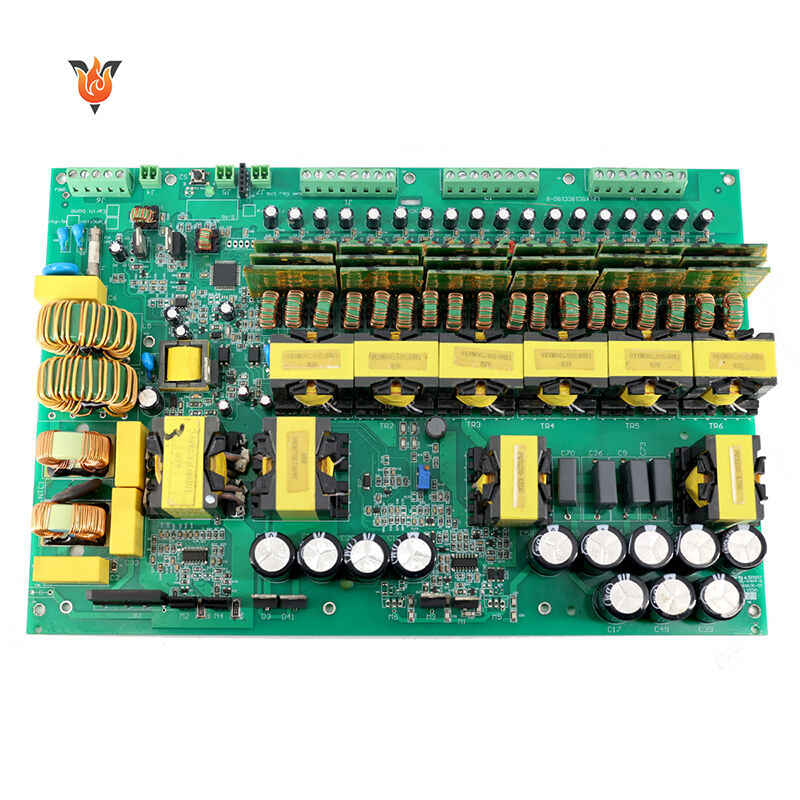
הרכבת רובוטים נמצאת בשימוש נרחב ביותר בתהליך SMT, עם ציוד מרכזי הכולל מערכות אוטומטיות כגון מכונות הצבת ומדפסות משחת לحام. עבור התקנים אריזים עתירי דיוק כמו רכיבים אולטרה מיני, BGA ו-QFP, הרובוטים משיגים הצבת מדויק באמצעות טכנולוגיית מיקום חזותי, במהירות הצבת של יותר מ-100,000 נקודות בשעה, מה שמעליף בפער על היעילות הידנית. הפתרון תואם את צורכי הייצור של Kingfield של לוחות PCB צפופים, לוחות נהיגה ל-Mini LED ומוצרי היי-טק אחרים, ומונע בעיות כמו חפיפה שגויה של רכיבים, הצבת הפוכה או החמצת הצבת שتحدث בהרכבת ידנית, ומשפר באופן ניכר את אחוז ההצלחה בהצבה.
2.لحימום אוטומטי וחיבור
לחימום באמצעות רובוט הוא תהליך מרכזי להבטחת אמינות החיבורים החשמליים ב-PCBAs.
טכנולוגיות נפוצות כוללות:
· רובוטי להט שדרוג: השיגו לحام רכיבים באצווה באמצעות פרופילי בקרת טמפרטורה מדויקים, ובכך מ prevים בעיות כגון חיבורי לحام קרים, קצר חשמלי ונזק всר חום, הנפוצות בלحام ידני.
· רובוטי להט גל סלקטיבי: השטים מספקים לحام בצורה מדויקת דרך נiples מתוכנתות לרכיבים עם חורים, מתאימים לייצור משולב (SMT+THD) של מוצרי PCBA ושיפור עקביות הלحام.
· רובוטי להט לייזר: משומשים בסצנריום של דיוק גבוה ואמינות גבוהה, לרובוטים אלו אזור מוגבל של השפעת חום, והם מתאימים ללحام חיבורי לحام קטנים ורכיבים רגישים לחום.
3. אוטומציה של הכנסה והרכבה
לרכיבים שדורשים הכנסת יד, מערכת ההרכבה הרובוטית משיגה הכנסת אוטומטית באמצעות שילוב של זרועות רובוטיות ותבניות:
הוא תומך בהחלפה גמישה בין סוגים שונים של מכשירים ומתאים לדרישות ההכנסה של מוצרי PCBA שונים באמצעות לוגיקה מתוכנתת; הוא פותר בעיות כגון יעילות נמוכה, עייפות עובד גבוהה ונזק למכשירים שנגרם מכוח הכנסה לא אחיד בהכנסה ידנית, ומותאם במיוחד ל-Kingfield בסצנריי ייצור המוני כמו לוחות בקרת ת industri ולוחות חשמל.
4. בדיקה אוטומטית ופקח על איכות
השילוב העמוק של טכנולוגיות הרכבה ובדיקת רובוטים יוצר לולאה סגורה של "הרכבה-בדיקה":
· רובוט בדיקה ויזואלית: מזהה אוטומטית בעיות כגון חוסר ת alignment במקם, כשלים בהלחמה וחוסר ברכיבים, באמצעות אלגוריתמי ראייה בינה מלאכותית. מהירות הבדיקה גבוהה פי 5-10 מבדיקה ידנית, עם שיעור שליליות כוזבות הנמוך מ-0.1%;
· רובוט בדיקת מעגל (ICT): מבצע אוטומטית בדיקות ביצועים חשמליים על לוחות PCBA, ומעלה נתונים למערכת ה-MES בזמן אמת לצורך עקיבה אחר איכות;
· רובוט בדיקת קרני X: מזהה פגמים חבויים בחיבורי לحام בצד הלحام התחתון של התקנים מארוזים כגון BGA, CSP וכדומה, באמצעות בדיקת חדירת קרני X, ומבטיח איכות במוצרים בעלי אמינות גבוהה.
5. אריזה סופית והרכבה סופית
בתהליכי הסיום של PCBA, הה ensה הרובוטית אחראית על פעולות כגון אריזת קליפות, הכנסת והוצאת מחברים, וחיבור כבלים באמצעות לحام: רובוטים שיתופיים פועלים במקביל לאנשים כדי להשלים תהליכים מורכבים כגון הרכבת קליפות כבדות וחיבור כבלים בצורה מדויקת; מתאימים לצרכים המותאמים של Kingfield, תומכים בהחלפה מהירה של מגוון מוצרים בהרכבות קטנות, ומקצרים את מחזורי האספקה של המוצרים.
II. היתרונות המרכזיים של הרכבה רובוטית
1. שיפור יעילות: שבירת הצוואר הבקבוק של תפוקת עבודה
הרובוטים יכולים לפעול 24 שעות ביממה ללא עייפות או הפרעות רגשיות. הקיבולת של קו ייצור אוטומטי בודד היא פי 3-5 מקו ייצור ידני. להזמנות בכמויות גדולות, ניתן להשיג 'ייצור לא מאויש' באמצעות שיתוף פעולה של מספר רובוטים, מה שמקצר משמעותית את מחזור הייצור ועוזר ל-kingfield להגיב במהירות לצרכי המסירה של הלקוחות.
2. אבטחת איכות: שיפור מתמיד של עקביות המוצר
הרכבת רובוטים מתאפיינת בשחזוריות ויציבות תפעולית עליונות בהשוואה להרכבה ידנית, ובכך שולטת בשיעורי פגם כגון סטיות בהצבה ופגמי לحام בתוך גבול של אחד למיליון. באמצעות תכנות דיגיטלי וקביעת פרמטרים, מבטיחה השיטה כי תקני הייצור של כל PCBA יהיו זהים לחלוטין, מה שהופך אותה לנכונה במיוחד לענפים הדורשים אמינות גבוהה ביותר, כמו אלקטרוניkę רכב וציוד רפואי, ובכך מחזקת את המוניטין של Kingfield באיכות.
3. אופטימיזציה של עלויות: צמצום ארוך טווח בעלויות הייצור הכוללות
למרות שהשקעה ראשונית ברובוטים היא גבוהה, לאורך זמן הם יכולים לצמצם משמעותית את העלות:
• עלויות כוח אדם: הפחתת התלות בעובדים מיומנים, ובכך צמצום עלויות שכירת עובדים, הדרכה וניהול;
• עלויות הפסד: הפחתת נזק לרכיבים ופסילת לוחות PCB עקב פעולות ידניות, ובכך צמצום שיעור איבוד חומרים;
• עלויות ניהול: ניטור בזמן אמת של נתוני ייצור באמצעות מערכת ה-MES מפצה את תזמון הייצור ומצמצם בזבוז קיבולת.
4. ייצור גמיש: מתאים לצרכים מגוונים ומותאמים אישית.
מערכות הרכבה רובוטיות מודרניות תומכות בתכנות מהיר ושינוי תצורה. לעסק ה-PCBA המותאם אישית של Kingfield, ניתן להתאים את פרמטרי קו הייצור תוך 1-2 שעות ללא שינוי ציוד масיבי, מה שמאפשר ייצור יעיל של הזמנות מסוג "אצווה קטנה, מספר רב של אצווה" ושיפור התגובה לשווקים.
5. שדרוג הבטיחות: הפחתת סיכוני בטיחות בייצור
תהליך הייצור של PCBA כולל סיכונים פוטנציאליים כגון לחימתי, חום גבוה וחומרים כימיים. הרכבה רובוטית יכולה להחליף עבודה ידנית בביצוע תהליכים מסוכנים ופוגעת בסיכון לפציעות במקום העבודה. במקביל, רובוטים שיתופיים מצוידים ביכולת זיהוי התנגשויות ויכולים לפעול בצורה בטוחה לצד בני אדם, תוך שיווי משקל בין יעילות ייצור לבטיחות תפעול.
III. תכונות טכנולוגיות וערך יישום של אספלת רובוטים של קינגפילד
בהתבסס על המומחיות הטכנולוגית שלה ועל צורכי הלקוחות בתעשיית PCBA, פיתחה קינגפילד פתרון איסוף רובוטים מסוג "מותאם אישית + חכם + משולב":
• התאמה מותאמת: אופטימיזציה של פרמטרי הרכבת רובוטים בהתאם לתכונות של מוצרים מסוג PCBA בתעשיות שונות;
• אינטגרציה חכמה: שילוב של בדיקת חזות AI, מערכת ניהול ייצור MES, וטכנולוגיית צמד דיגיטלי כדי להשיג ניטור בזמן אמת, דימות נתונים ואופטימיזציה חכמה של תהליך הייצור;
• שירות משולב: ספק שירותים מלאים משלב בחירת הרובוט, התקנת קו ייצור, תכנות ודיבאגינג ועד תחזוקה לאחר המכירה, ועוזר ללקוחות ליישם במהירות ייצור אוטומטי ולנמוך את המחסום הטכנולוגי. באמצעות יישום מתקדם של טכנולוגיית הרכבת רובוטים, קינגפילד לא רק משיגה שיפור כפלי של יעילות הייצור ואיכות המוצר, אלא גם מספקת ללקוחות פתרונות PCBA "יעילים, אמינים ומותאמים אישית", מחזקת את התחרותיות הליבת שלה בתחום PCBA עם צפיפות גבוהה, אמינות גבוהה והרכבת מותאמת אישית, ומדריבה את העידכון של ייצור חכם בתעשייה.

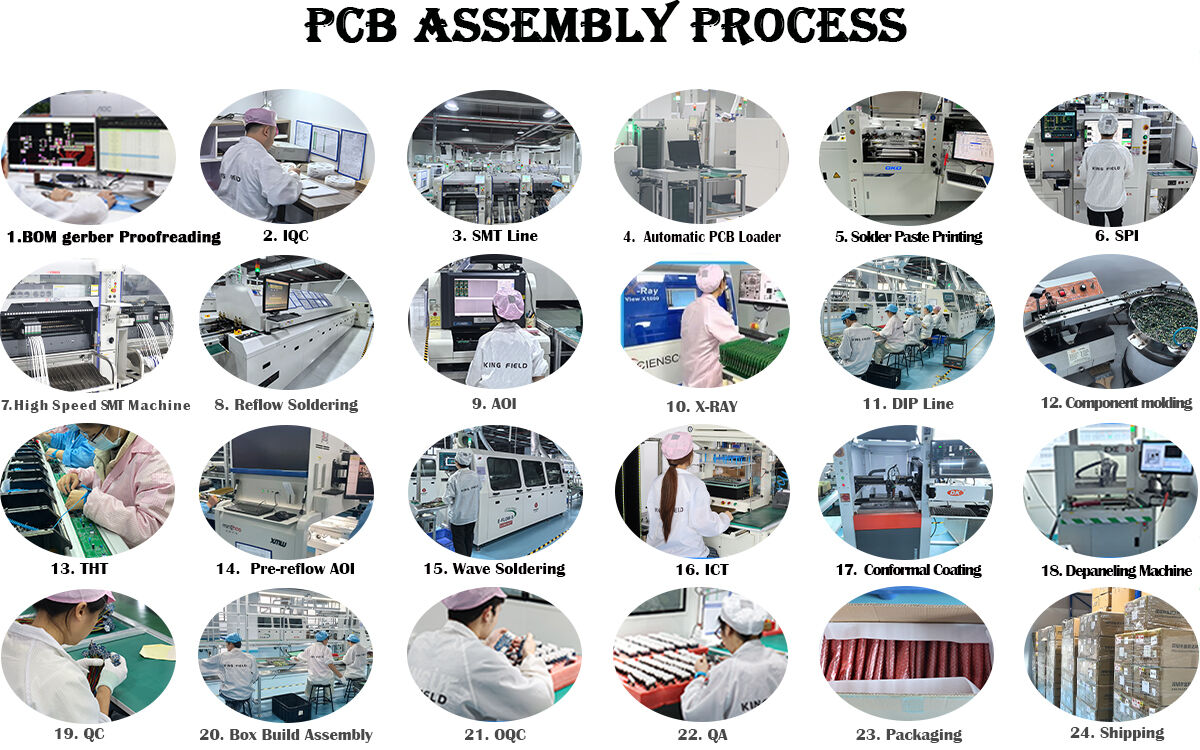
תהליך הקבצה
סקירה שלב אחר שלב של תהליך ההרכבה הרובוטית של PCB
הרכבת פסיבי רובוטית היא תהליך אוטומטי המשלב מכניקה מדויקת, מיקום ויזואלי ובקרת חכמה. ליבה של התהליך מתבסס על לולאה סגורה של "מיקום מדויק - טיפול ברכיבים - הרכבה מדויקת - בדיקת איכות". להלן פירוק סטנדרטי לפי שלבים, בהתאם ללוגיקה של ייצור תעשייתי אמיתי:
1. הכנות ראשוניות:
· ניקיון ומיקום PCB הרובוט מקבל את הלוח PCB באמצעות מודול טעינה אוטומטי. ראשית, הוא עובר ניקיון פלזמה או הסרת אבק באמצעות מ cepod כדי להסיר שמן ואבק מהפדים. לאחר מכן, ה-PCB מותקן על נשא, והמערכת הקואורדינטית של ה-PCB מכוונה באמצעות זיהוי ויזואלי של נקודות ייחוס, כדי להבטיח דיוק בהתייחסות להרכנה.
· קביעת פרמטרים מראש וייבוא תוכנית: בהתבסס על המסמכים של העיצוב של ה-PCB, ייבוא פרמטרים כמו קואורדינטות של רכיבים, מפרט החבילה וסדר ההרכנה למערכת הבקרה. הרובוט מגדיר מראש את נתיב התנועה שלו באמצעות תכנות לא מקו או במצב הוראה, כדי להימנע מסיכני התנגשות.
· הכנת חומרים: רכיבים להרכנה משטחית מותנים על חגורי תייל, מגש או-racks צינוריות. לאחר שמודול זיהוי החומר מאשר שהדגם והכיוון של הרכיב תקינים, הם מועברים לתחנת איסוף של הרובוט.
2. הרכבת ליבה: איסוף רכיבים - מיקום - הרכבה
שלב 1: איסוף רכיבים: זרוע הרובוט מצוידת בפיפטה או משכבות ומשדרגת אוטומטית לכלי המתאים בהתאם לגודל הרכיב. היא משתמשת במערכת ראייה לזיהוי מיקום והכיוון של הרכיבים על המתקן ואוספת אותם בדיוק, כדי להימנע מנזק או נפילת הרכיבים.
שלב 2: תיקון כיוון רכיבים לאחר האיסוף, הרכיבים עוברים זיהוי שני על ידי מודול בדיקת הראייה כדי לתקן כל סטייה או זווית סיבוב, ומבטיח יישור מדויק בין הסיכות לבין פדי ה-PCB, במיוחד מתאים לרכיבים בעלי אריזה צפופה כמו BGA ו-QFP.
שלב 3: הרכבה מדויקת הרובוט נע לאורך מסלול מוגדר מראש אל מיקום המגע המתאים על לוח המעגל המודפס (PCB) ומניח את הרכיב בצורה חלקה או תוקע אותו לתוך חור המגע. בתהליך ההרכבה על פני השטח, לאחר שיוצק הרכיב על המגע, ראש הספיגון משחרר את הלחץ. בתהליך החיבור דרך החור, זרוע הרובוט עוזרת בת inserting מלא של הפינים של הרכיב כדי להבטיח מגע טוב.
שלב 4: לحام ויציקה עבור הרכבת SMT, לוח המעגל המודפס שנאסף מועבר לכבשן חזרה בו עpast הלחם מוצק בטמפרטורות גבוהות כדי להשיג חיבור חשמלי בין הרכיבים ללוח המעגל המודפס. ניתן לצייד את הרובוט במודול לחימצון מקוון כדי להשלים לחימצון גל או לחימצון נקודתי של רכיבים דרך חור.
3. בדיקת איכות: אימות בזמן אמת והסרת פגמים
· בדיקת ויזואלית מקוימת (AOI): לאחר הרכבת רובוט, ציוד בדיקה אוטומטי (AOI) סורק את הלוח, משווה לתמונות תקניות ומזהה פגמים כגון חוסר רכיבים, רכיבים שגויים, יישור שגוי וחיבורים לקוים, עם דיוק בדיקה עד לרמה של מיקרון.
· בדיקת תכונות חשמליות: באמצעות מודולי בדיקת מיטת מחטים או בדיקת מחט עפה, נבדקים הפרמטרים החשמליים של המעגל על הלוח, כגון מוליכות ובליעה, כדי לחשוף תקלות נסתרות.
· טיפול בפגמים: מוצרים פגומים שנמצאו מסומנים אוטומטית ומועברים לתחנת שדרוג, בעודمنتجات תקינות מתקדמות לתהליך הבא, ובכך מושגת לולאה סגורה אוטומטית של "הרכבה-בדיקה-סינון".
4. תהליכים מאוחרים יותר: עיבוד מוצר גמר וד traceback נתונים
• ניקוי והגנה על PCB: מוצרים מוסמכים עוברים הסרת אבק וציפוי קונפורמי, ולאחר מכן בדיקה חוזרת חזותית כדי להבטיח عدم נוכחות של שאריות זרות או פגמים בהרכבה.
• פריקה ואישזון אוטומטיים: רובוטים מסירים את לוחות ה-PCB שהורכבו מהנושאים ומסדרים אותם בצורה מסודרת בקבוצות לתוך מגירות או שורות משאבות, בהמתנה לתהליכי האישזון הבאים.
• רישום נתונים ודימות: פרמטרים של ההרכבה נאספים לאורך כל התהליך ומסונכרנים למערכת ה-MES כדי ליצור דוחות ייצור, לתמוך בדימות מלא של מחזור החיים של המוצר ולסייע באופטימיזציה תהליכים ובשליטת איכות.
כשרון ייצור
| יכולת תהליך ייצור ציוד | |||||
| קיבולת SMT | 60,000,000 שבבים/יום | ||||
| קיבולת THT | 1,500,000 שבבים/יום | ||||
| זמן מסירה | האצה תוך 24 שעות | ||||
| סוגי PCB זמינים להרכבה | לוחות קשיחים, לוחות גמישים, לוחות קשיח-גמישים, לוחות אלומיניום | ||||
| מפרט PCB להרכבה | גודל מירבי: 480x510 מ"מ; גודל מינימלי: 50x100 מ"מ | ||||
| רכיב מינימלי להרכבה | 01005 | ||||
| BGA מינימלי | לוחות קשיחים 0.3 מ"מ; לוחות גמישים 0.4 מ"מ | ||||
| רכיב מרווח עדין מינימלי | 0.2 מילימולר | ||||
| דיוק בהצבת רכיבים | ±0.015 מ"מ | ||||
| גובה רכיב מרבי | 25 מ"מ | ||||

