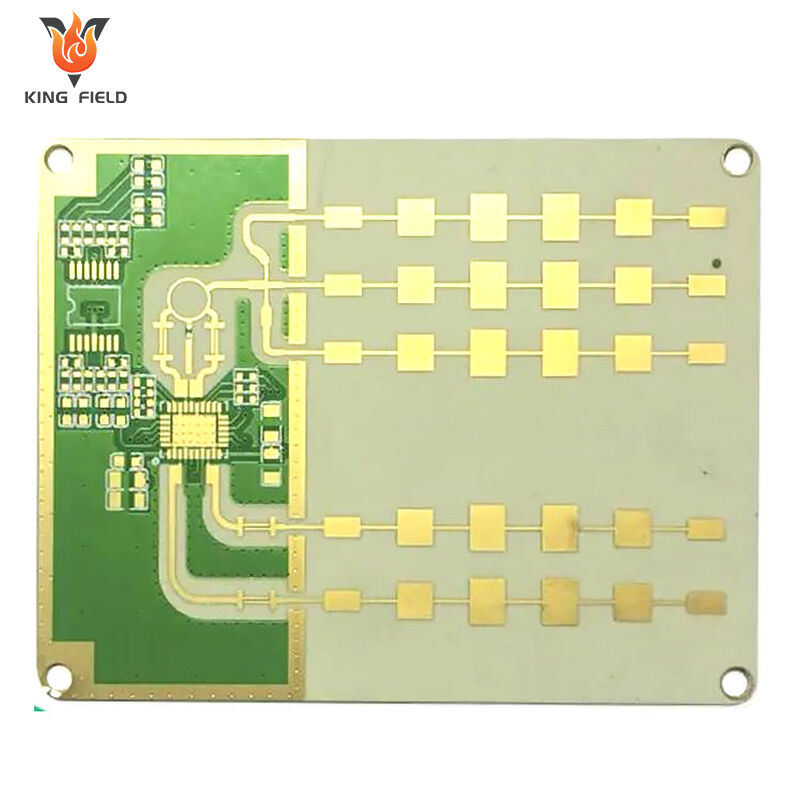
Rogersi PCB
Kõrge jõudlusega Rogers PCB-d raadiosageduse/telekommunikatsiooni/autotööstuse/tööstuse kõrgfrecuentsete rakenduste jaoks. Premium Rogers materjalide
(RO4003C/RO5880), ultra-väikse kaotuse ja täpsete impedansi kontrollimine, mis on optimeeritud GHz signaali terviklikkuseks.
✅ Väikeste kaotustega Rogers'i substraadid
✅ Täpne takistusjuhtimine (±5%)
✅ RF/mikrovalv/kõrge kiirusega andmefookus
Kirjeldus
Mis on Rogersi PCB?
Rogersi PCB viitab kõrgetootekohasele trükkplaatsele, mille valmistatakse spetsiaalsetest laminaatmaterjalidest, mida toodab Rogers Corporation, Ameerika edasijõudnud materjalide ja tehnoloogia ettevõte. Erinevalt tavapärasest FR-4 Trükkplaatidest, mida valmistatakse epoksiidega seotud klaaskiust, kasutatakse peamiselt polütetrafluoreetleeti (PTFE), keraamiliselt täidetud komposiitmaterjale või hüdrokarboonsegusid. See on eriti sobiv kõrgsageduslike ja kiirete elektroonikarakenduste jaoks ning on seotud valdkondade standardiks. Järgneb üksikasjalik tutvustus:
Tuuma materjali seeria
| Materjali seeria | Olulised iseloomulikud omadused | Tüüpilised rakendusskenaariumid | |||
| RO4000 Seeria | Sellel on kulusuhe, hea töödeldavus, stabiilne dielektriline konstant ja madal dielektriline kaotus. Näiteks RO4350B omab stabiilset dielektrilist konstanti umbes 3,48 ja suurepärast soojuslikku stabiilsust. | 5G side moodulid, kõrgsageduslikud antennid ja raadiosageduslikud ahelad. | |||
| RT/duroid Seeria | See põhineb fluoroplastidel, mis omavad väga väikest dielektrilist kaotust ja suurepärast kõrgsageduslikku jõudlust. RT5880 on tüüpiline toode. | Mikrolainetehased, täpsed raadarisüsteemid ja kõrgklassi testimise seadmed. | |||
| RO3000 Series | See on tugevdatud fluoroplastmaterjal, millel on hea mõõtmete stabilne ja niiskusekindel. | Kaupmehe mikrolaineseadmed ja keskmise kuni kõrge klassi RF-side seadmed. | |||
| TMM Series | Kui hüdrokarbide ja keramiilide materjal, ühendab see keramiilide ja hüdrokarbide eelised, omades kõrget soojusjuhtivust ja stabiilseid elektrilisi omadusi. | Kõrgvoolulised RF-komponendid ja kõrgetes temperatuurides töötavad elektroonikaseadmed. | |||
Eelised ja rakendused
Suurepärased jõudluse eelised
Väike signaalkaotus:
Selle materjalidel on madal kaotustegur. Kui signaale edastatakse sagedustel üle 2 GHz, on kaotus palju väiksem kui traditsioonilistel FR-4 PCB-plaatidel, mis tagab efektiivselt signaali terviklikkuse.
Stabiilsed dielektrilised omadused:
Dielektriline konstant jääb stabiilseks laias temperatuuri- ja sagedusvahemikus. See võimaldab inseneridel täpselt projekteerida takistussobitusi ja edasikandeliinid.
Tugev keskkonnasobivus:
Paljud selle seeria materjalid imendavad vett vähe, mis võimaldab stabiilset tööd kõrge niiskusega keskkondades. Samal ajal on neil kõrge klaasnihe (üldiselt üle 280°C) ja suurepärane termiline stabiilsus, mis võimaldab taluda äärmusi temperatuurimuutusi.
Peamised rakendusvaldkonnad
Side:
See on 5G baasjaamade RF-moodulite, millimeeterlaine antennide ja satelliidiseadmete põhimaterjal, mis vastab side süsteemide nõudele madala kaotuse ja kiire signaali edastuse suhtes.
Lennundus ja kaitse:
Seda rakendatakse radarsüsteemides, misilise juhtimismoodulites ja kosmoseelektroonikas. Selle madal heitumisjõudlus ja vastupidavus rasketele keskkonadele võimaldavad kohaneda kosmose ja lahinguvälja keerukate tingimustega.
Automaatika-elektronika:
Seda kasutatakse autodes olevates radarites, sõidukite 5G side moodulites ja uute energiaautode võimsusjuhtimissüsteemides, mis suudavad taluda sõidukite kõrget temperatuuri ja tugeva vibratsiooni töökeskkonda.
Testimis- ja mõõteriistad:
Seda kasutatakse kõrgsageduslike signaalide generaatorites, vektorvõrguanalüsaatorites ja muudes täpsetes seadmetes, tagades mõõteriistade mõõtmiste täpsuse ja stabiilsuse.
Eeskirjad
Rogersi PCB-plaatide ja traditsiooniliste FR-4 PCB-de alusmaterjalide oluliste erinevuste tõttu nõuab tootmisprotsess konkreetset protsessi üksikasjade kontrolli. Peamised aspektid, mida tuleb arvestada, on järgmised:
Alusmaterjali töötlemine ja hoidmine
· Hoiustamistingimused:
Rogersi alusmaterjalid (eriti PTFE alusmaterjalid) on kalduvad niiskuse imendumisele ja tuleks hoida pideva temperatuuri ja niiskusega keskkonnas. Kui pärast avamist kohe ei kasutata, tuleb see vaakumpakendisse sulgeda, et vältida niiskuse imendumist, mis võib põhjustada õhupurse ja kihtide eraldumise keevitamisel.
· Alusmaterjali lõikamine:
Kasutage spetsiaalseid kõvalegerdiga tööriistu lõikamiseks, et vältida alusmaterjali serva pragunemist. Pärast lõikamist tuleb serva jäätmed puhastada, et vältida sirvimist ei kriimustataks plaadi pinda.
· Pinnatöötlus:
Ärge kasutage alusmaterjali pinnal tugevaid korrosiivseid puhastusaineid. Õliplekkide või tolmu eemaldamiseks on soovitatav kasutada isopropüülalkoholi, et vältida saasteid, mis võivad mõjutada vase adheensiooni tugevust tasand.
Puurimis- ja moodustusprotsess
· Puurimisparameetrid:
PTFE-põhise Rogersi materjaliga on kõrge kõvadus ja halb soojusjuhtivus. Puhurdamisel tuleks valida teemantkiletoorid. Vähendage pöörlemissagedust, suurendage söötmismäära ja samal ajal parandage jahutust, et vältida puurisageduse kulumist või alusmaterjali ablatatsiooni. Alumiiniumnitraadi täitega alusmaterjalidel on vaja vältida mikropurruste teket mikrokrepade teket puurimisel. Soovitav on kasutada astmelist puurimismeetodit.
· Auguseina töötlemine:
Pärast puurimist on vajalik plasma puhastus või keemiline etendus, et eemaldada aviseinale jäätunud alusmaterjali jäätmed, tagades metallimise haardumise aviseinal.
Vältige liigset süvistamist, mis võib põhjustada ebakindlaid auguseinu ja mõjutada katte ühtlust.
· Kujundus:
CNC täppisgravüürimist või laserlõikamist kasutatakse tühjenduse vältimiseks. Pärast lõikamist tuleb servad kuulateerida, et eemaldada teravad ääred.
Metallimine ja galvaniseerimine
· Vaskplaatimise eeltöötlus:
Rogersi aluse pind on erakordselt inertne (eriti PTFE), seetõttu tuleb kasutada erilisi rauhutusprotsesse, et suurendada pinna rauksistust ja parandada vaskkihi adhesiooni. Vältige liigset rauksistamist, mis võib põhjustada aluspinnale kahjustusi.
· Galvaniseerimise parameetrid:
Vaskkihi galvaniseerimisel tuleb voolutugevust vähendada (15% madalam kui FR-4 puhul), galvaniseerimise aega pikendada ning tagada ühtlane katmine. Paksemate vaskkihiga konstruktsioonide puhul (≥2 untsi), segmenteeritud galvaniseerimine tuleks võtta kasutusele, et vältida ebajärgset kihituse paksust või pooride teket.
· Kattekihi kontroll:
Keskenduge auguseina kattes kihi katmise ja haardumise kontrollile. PTFE-põhiste Rogersi printplaatide auguseina kihist haardumine peaks olema ≥1,5 N/mm, et vältida kattekihi maha lagunemist edasises kasutamises.
Kaalumine ja vooluringi valmistamine
· Kaalumislahuse valik:
Kasutage happelisi kaalumislahuseid (nt vasekloriidsüsteem), et vältida leelist kaalumislahust, mis võib korrosdeerida Rogersi aluseid (mõnel keramikaga täidetud alusel on halb leelistikindlus); Kaalumisprotsessi ajal tuleb range kontrolli all hoida temperatuuri (25 kuni 30 ℃) ja kaalumiskiirust, et vältida liigset küljekaalumist, mis võib viia vooluringi täpsuse langusele.
· Joone kompenseerimine:
Etšimiskompenatsiooni kogust tuleb ette määrata alusmaterjali tüübi järgi, et tagada, et lõplik joone laius vastaks projekteerimisele nõuetele; Õhukeste joontega (joone laius < 0,1 mm) tuleb kasutada kõrge täpsusega eksposuuriseadet, et vältida katkisi jooni või lühiseid.
Pistikukate ja pinna töötlemine
· Pistikukattematerjali ühilduvus:
Valige kõrgetemperatuurile vastupidav pistikukattematerjal (Tg > 150 ℃), mis on ühilduv Rogersi alusmaterjalidega, et vältida katte materjali löövimist halva haardumise tõttu alusmaterjaliga. Pistikukatte trükkimisel tuleks rahvatraatimise rõhku vähendada, et takistada katte materjali sattumist juhtme tühimikku.
· Kõvendusprotsess:
Pistikukatte kõvendamise temperatuur tuleb järk-järgult tõsta (alates 80 ℃ kuni 150 ℃), et vältida alusmaterjali deformatsiooni äkilise temperatuuri tõusu tõttu. Kõvendusaeg on 10–20% pikem kui FR-4 puhul tagada tindist täielikku kõvastumist.
· Pindtöötluse valik:
Eelistatakse kuldisette või kaldisette ning vältitakse kuumõhupinnatöötlemist (HASL) – kõrge temperatuuriga õhk võib põhjustada Rogersi aluse kõverdumist, samuti on PTFE alusmaterjalidel piiratud kuumuskindlus .
Laminateerimisprotsess
· Laminateerimisparameetrid:
Tuleb seadistada laminateerimistemperatuur, rõhk ja aeg vastavalt aluspinnatüübile, et vältida aluspinnakomponentide lagunemist liiga kõrge temperatuuri tõttu või kihtide eraldumist ebapiisava rõhu tõttu.
· Liimi eemaldamine:
Enne laminateerimist tuleb poolpaljastatud leht (PP) eelküpsetada 100 °C juures 30 minutiks, et eemaldada lenduvad ained ning ennetada õhupoksu teket laminateerimisel. Rogersi aluspinnale ja PP-le tuleb sobitada soojuslaienemise kordaja, et vähendada kõverenemist pärast laminateerimist.
· Tasasuse kontroll:
Pärast mitmekihilise Rogersi PCB liimimist tuleb seda jahutada ja seada. Jahutamise kiirus tuleb hoida 5℃/min, et vältida liigset temperatuurierinevust, mis võib põhjustada plaadi kõverdamist (kõverdusaste peaks olema ≤0,3%).
Testimine ja kvaliteedikontroll
· Elektriliste omaduste testimine:
Keskendutakse joonimpedantsi, sisestuskaotuse ja seismisnurga kontrollile. Kasutatakse võrguanalüsaatorit täisulatuslikuks testimiseks projekteeritud sagedusriba piires, et tagada kõrgsageduslike omaduste vastavus standardid.
· Turvalisustesti:
Viidakse läbi termilisi tsüklitestisid ja niiske soojuse teste, et kinnitada aluse ja vasest kihiga ning lakkkihiga sidumise stabiilsust, et vältida rikest, mida võib põhjustada keskkonnatingimustes vananemine.
· Välimuse kontroll:
Kontrollitakse plaadi pinda pragude, kihtide eraldumise, õhupooluste, ahelate servade sileduse ja auguseintede ummide suhtes, et tagada puudumine silmnähtavaid välimuskatkestusi.
Kõva trükkplaatide tootmisvõimalused
| Ese | RPCB | HDI | |||
| minimaalne joone laius/kaugus | 3MIL/3MIL(0,075 mm) | 2MIL/2MIL(0,05 MM) | |||
| minimaalne ava läbimõõt | 6MIL(0.15MM) | 6MIL(0.15MM) | |||
| minimaalne joodetava takistuse avaus (ühepoolne) | 1.5MIL(0.0375MM) | 1.2MIL(0.03MM) | |||
| minimaalne joodetava takistuse sild | 3MIL(0.075MM) | 2.2MIL(0.055MM) | |||
| maksimaalne kuju suhe (paksus/ava läbimõõt) | 0.417361111 | 0.334027778 | |||
| impedantsi reguleerimise täpsus | +/-8% | +/-8% | |||
| lõplik paksus | 0,3–3,2 mm | 0,2–3,2 mm | |||
| maksimaalne plaadi suurus | 630 mm × 620 mm | 620 mm × 544 mm | |||
| maksimaalne lõplik vasestkihi paksus | 6 untsi (210 µm) | 2 untsi (70 µm) | |||
| minimaalne plaatpaksus | 6MIL(0.15MM) | 3 mil (0,076 mm) | |||
| maksimaalne kiht | 14 kihti | 12 kihti | |||
| Pinnaskoobitus | HASL-LF, OSP, Immeerimisrohke, Immeerimistin, ImmeerimisAg | Immeerimisrohke, OSP, valikuline imeerimisrohke | |||
| süsiniktrükk | |||||
| Min./maks. laserava suurus | / | 3 MIL / 9,8 MIL | |||
| laserava suuruse tolerants | / | 0.1 |


