Роджерс штампани кола
Плоче високих перформанси од Роджерса за РФ/телекомуникације/аутомобилску/индустријску употребу на високим фреквенцијама. Премијум материјали Роджерса
(RO4003C/RO5880), ултра ниски губици и прецизна контрола импедансе — оптимизовано за интегритет сигнала у GHz опсегу.
✅ Подлоге од Роджерса са ниским губицима
✅ Прецизна контрола импедансе (±5%)
✅ Фокус на РФ/микроталасе/високобрзинске податке
Опис
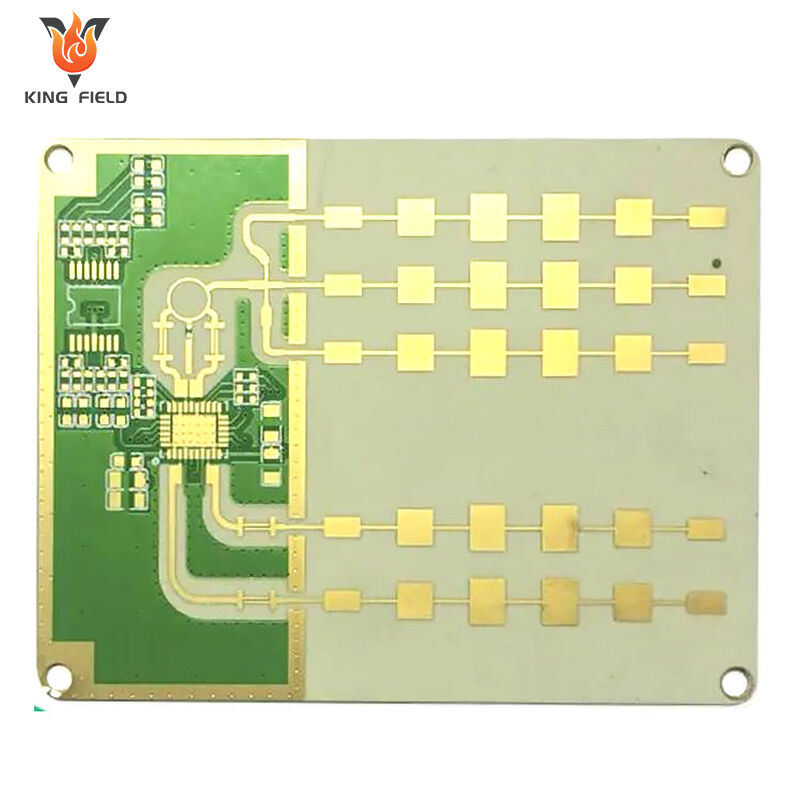
Šta je Rogers PCB?
Роджерс штампани кола односи се на штампану плочу високих перформанси која је направљена од специјализованих ламинираних материјала које производи корпорација Рогерс, амерички предузеће за напредне материјале и технологије. За разлику од уобичајених FR-4 PWB које су направљене од епоксидне смоле и стаклених влакана, оне углавном користе материјале као што су политетрафлуороетилен (PTFE), композити пуњени керамиком или хидрокарбонске комбинације. Посебно су погодне за високе фреквенције и брзе електронске ситуације и познате су као референтне у повезаним областима. У наставку је детаљнији увод: електронске ситуације и познате су као референтне у повезаним областима. У наставку је детаљнији увод:
Серија основних материјала
| Серија материјала | Кључне карактеристике | Типични сценарија примене | |||
| RO4000 серија | Има добар однос цена-перформансе, добру обрадивост, стабилну диелектричну константу и низак губитак диелектрика. На пример, RO4350B има стабилну диелектричну константу око 3,48 и изузетну термичку стабилност. | 5G комуникациони модули, високофреквентне антене и радиофреквентна кола. | |||
| RT/duroid серија | Заснован је на флуоропластима, са изузетно ниским губитком диелектрика и изванредним перформансама на високим фреквенцијама. RT5880 је репрезентативни производ. | Микроталасни кола, прецизни радарски системи и висококвалитетни тестни инструменти. | |||
| RO3000 серија | Реинфорсиран је флуоропластични материјал с добром стабилношћу димензија и отпорношћу на влагу. | Комерцијална микроталасна опрема и средње до висококвалитетни РФ комуникациони уређаји. | |||
| TMM серија | Као хидрокарбонски керамички материјал, комбинује предности керамике и хидрокарбона, са високом топлотном проводљивошћу и стабилним електричним особинама. | Високоснажни РФ компоненти и електронска опрема за рад на високим температурама. | |||
Предности и примене
Истакнуте предности у перформансама
Ниски губици сигнала:
Његови материјали имају низак фактор дисипације. Када се сигнали преносе на фреквенцијама изнад 2GHz, губици су знатно нижи него код традиционалних FR-4 штампаних плоча, што ефикасно осигурава целину сигнала.
Стабилна диелектрична својства:
Диелектрична константа остаје стабилна у широком опсегу температуре и фреквенције. Ово омогућава инжењерима прецизно пројектовање кола као што су усклађивање импедансе и предајници.
Силна прилагодљивост окружењу:
Многи материјали у његовој серији имају низак степен апсорпције воде, омогућавајући стабилан рад у срединама са високом влажношћу. Уз то, имају високе температуре стакласте транзиције (генерално изнад 280°C) и изузетну термичку стабилност, што може поднети екстремне промене температуре.
Главна подручја примене
Телекомуникације:
То је основни материјал за РФ модуле базних станица 5G, антене милиметарског таласа и опрему за сателитску комуникацију, који испуњава захтеве за ниском губитком и високом брзином преноса сигнала у комуникационим системима.
Аерокосмичка и одбрана:
Користи се у радарским системима, модулима за вођење ракета и електронској опреми за свемирска возила. Његове ниске перформансе отпуштања гасова и отпорност на неповољне услове омогућавају приспособљавање сложеним условима у свемиру и на бојишту.
Аутомобилска електроника:
Користи се у аутомобилском радару, модулама за комуникацију 5G на возилима и системима контроле напајања возила са обновљивом енергијом, што омогућава издржавање радне средине са високим температурама и вибрацијама у возилима.
Инструменти за тестирање и мерење:
Користи се у генераторима високих фреквенција, анализаторима векторских мрежа и другим прецизним инструментима, чиме се осигурава тачност и стабилност мерења инструмената.
Превенције
Због значајних разлика у карактеристикама супстрата између Рогерс ПЦБ плоче и традиционалних FR-4 ПЦБ, процес производње захтева циљану контролу детаља процеса. Основне тачке на које треба обратити пажњу су следеће:
Обрада и чување супстрата
· Услови чувања:
Роџерсови основни материјали (посебно ПТФЕ основни материјали) подложни су апсорпцији влаге и треба их чувати у окружењу са константном температуром и влажношћу. Ако се након отварања не користе одмах, треба их паковати под вакуумом и затворити како би се спречило упијање влаге, што може довести до стварања мехурића и расслојавања током заваривања.
· Резање основног материјала:
Користите посебне алате од тврде легуре за сечење како бисте спречили пуцање ивице основног материјала. Након резања, редови остатака треба очистити како би се спречило гребање површине плоче током наредних процеса обраде.
· Чишћење површине:
Не користите јаке корозивне средство за чишћење на површини супстрата. Изопропил-алкохол је префериран за брисање како би се уклонили масни трагови или прашину, чиме се спречава контаминација која може утицати на чврстоћу везивања бакра slojeva.
Процес бушења и обраде
· Параметри бушења:
Роџерсов материјал на бази ПТФЕ-а има високу тврдоћу и лошу топлотну проводност. Приликом бушења треба изабрати бушилице са дијамантом. Смањити брзину ротације, повећати брзина подавања, а истовремено побољшати хлађење да би се спречило зношење бушилице или аблација основног материјала. За супстрате испуњене алуминијум нитридом неопходно је избегавање формирања микро пукотина током бушења. Може се применити поступна метода бушења.
· Третман зида рупе:
Након бушења потребно је плазмено чишћење или хемијско гравирање како би се уклонили остаци остатка субстрата на зиду рупе, обезбеђујући прилепљење метализације на зид рупе.
Izbegavajte preterano trajno prodiranje koje može izazvati hrapave zidove rupa i uticati na jednoličnost prevlake.
· Oblikovanje:
Узима се прецизна ЦНЦ гравирање или ласерско сечење како би се избегло прање. Након резања, ивице треба да се меле како би се уклониле буре.
Metalizacija i galvanizacija
· Pretretman bakrenjem:
Површина Роџерсовог субстрата је веома инертна (посебно ПТФЕ), тако да је потребно усвојити посебне процесе грубоће како би се повећала површина izbegavajte preterano hrapavljenje koje može dovesti do oštećenja površine podloge.
· Parametri galvanizacije:
Prilikom bakrenja, gustina struje mora biti smanjena (za 15% niža u odnosu na FR-4), vreme galvanizacije treba produžiti, a prevlaka mora biti ravnomerna. Kod dizajna sa debelim slojevima bakra (≥2oz), segmentna galvanizacija треба усвојити како би се спречила неравномерна дебљина премаза или појава пинхола.
· Контрола премаза:
Фокусирати се на проверу покривености и адхезије премаза на зидовима отвора. Адхезија премаза на зидовима отвора PTFE-базираних Рогерсових ППС-ова треба да буде ≥1,5 N/mm како би се спречило одламање премаза током касније употребе.
Трављење и израда кола
· Избор раствора за трављење:
Користити киселе растворе за трављење (као што је систем бакар-хлорид) како би се избегло корозивно дејство алкалних раствора на Рогерсове подлоге (неке керамиком пуњене подлоге имају слабу отпорност на алкалне средине); Током процеса трављења, температура (25 до 30℃) и брзина трављења морају се строго контролисати како би се спречило прекомерно бочно трављење, што може довести до смањења тачности кола.
· Компензација линија:
Предназначите износ компензације за ецирање према типу основног материјала како бисте осигурали да коначна ширина линије испуњава дизајн захтеве; За танке линије (ширина линије < 0,1 mm) треба користити опрему за високопречизну експозицију како би се спречило прекидање или кратки спој.
Лемљива маска и обрада површине
· Компатибилност лемљиве маске:
Одаберите лемљиву маску отпорну на високе температуре (Tg > 150℃) која је компатибилна са Рогерс подлогама како би се спречило одвајање маске услед лошег прилијења за подлогу. Приликом штампања лемљиве маске, притисак ракље треба смањити како би се спречило продирање маске у простор између кола треба смањити како би се спречило продирање маске у простор између кола.
· Процес чвршћења:
Температура чвршћења лемљиве маске треба да се повећава корак по корак (постепено од 80℃ до 150℃) како би се избегла деформација подлоге услед наглог пораста температуре. Време чвршћења је за 10% до 20% дуже него код FR-4 да би се осигурало потпуно отврђивање мастила.
· Избор обраде површине:
Приоритетно обрадите златно платовање (ЕНИГ) или калуновање и избегавајте изравњавање топлог ваздуха (ХАСЛ) - топли ваздух на високој температури може довести до деформације Роџерсове супстрате, а основни материјали ПТФЕ имају ограничен топлотни отпор .
Proces laminacije
· Параметри ламинирања:
Поставите температуру, притисак и време ламинирања у зависности од типа супстрата како бисте избегли разградњу супстрата услед превисоке температуре или одламање услед неједнаког притиска.
· Третман уклањања лепка:
Пре ламинирања, прекурени лист (PP) потребно је претходно испецити на 100℃ током 30 минута ради уклањања летљивих супстанци и спречавања стварања мехурића током ламинирања. Комуницирање Рогерсовог супстрата и PP мора одговарати коефицијенту топлотног ширења да би се смањило изобличење након ламинирања.
· Контрола равнине:
Након ламинирања вишеслојне Рогерс PCB плоче, потребно је извршити хладно пресовање и фиксацију. Брзина хлађења треба да буде контролисана на 5℃/min како би се избегао превелики температурни нагиб који може изазвати изобличење површине плоче (степен изобличења треба да буде ≤0,3%).
Испитивање и контрола квалитета
· Тестирање електричних карактеристика:
Фокусирати се на проверу отпорности линија, губитака уметања и односа стајаћих таласа. Користити анализатор мреже за тестирање у целом предвиђеном фреквенцијском опсегу како би се осигурало да високofреквентне карактеристике задовољавају стандарди.
· Тестирање поузданости:
Извршити тестове термичког циклирања и тестове влажне топлоте ради провере стабилности везивања између подлоге и слоја бакра, као и слоја отпорног лака, како би се спречио квар услед старења услова средине.
· Визуелна провера:
Проверити површину плоче на пукотине, расслојавање, мехурове, равне ивице кола и натруљке на зидовима рупа како би се осигурало да не постоје очигледни визуелни недостаци.
Могућност производње крутих RPCB-ова
| Подељка | RPCB | ХДИ | |||
| минимална ширина линије/размак између линија | 3MIL/3MIL(0.075mm) | 2MIL/2MIL(0.05MM) | |||
| minimalni prečnik rupe | 6MIL(0,15MM) | 6MIL(0,15MM) | |||
| minimalni otvor za otpornost na lemljenje (jednostrano) | 1,5MIL(0,0375MM) | 1,2MIL(0,03MM) | |||
| minimalni most za otpornost na lemljenje | 3MIL(0,075MM) | 2,2MIL(0,055MM) | |||
| maksimalni odnos debljine i prečnika rupe | 0.417361111 | 0.334027778 | |||
| tačnost kontrole impedanse | +/-8% | +/-8% | |||
| obradjena debljina | 0,3-3,2 MM | 0,2-3,2 MM | |||
| максимална величина плате | 630 MM * 620 MM | 620 MM * 544 MM | |||
| максимална завршена дебљина бакра | 6 OZ (210 UM) | 2 OZ (70 UM) | |||
| минимална дебљина плоче | 6MIL(0,15MM) | 3 MIL (0,076 MM) | |||
| максимални број слојева | 14 слојева | 12 слојева | |||
| Површинска обрада | HASL-LF, OSP, Imersijsko zlato, Imersijski kosit, Imersijsko srebro | Imersijsko zlato, OSP, selektivno imersijsko zlato | |||
| čamotni premaz | |||||
| Minimalna/maksimalna veličina laserom bušene rupe | / | 3MIL / 9.8MIL | |||
| tolerancija veličine laserom bušene rupe | / | 0.1 |


