
รังสีเอ็กซ์
การตรวจสอบด้วยรังสีเอ็กซ์ความละเอียดสูงสำหรับชุดประกอบ PCB/PCBA — ตรวจจับข้อบกพร่องที่ซ่อนอยู่ใน BGA, QFN, CSP และชิ้นส่วนขนาดเล็ก รับประกันความสมบูรณ์ของข้อต่อการบัดกรี ปริมาณโพรงอากาศ (voiding) และการจัดเรียงตำแหน่งของชิ้นส่วนตามมาตรฐาน IPC-A-610
✅ การตรวจสอบ BGA/QFN/CSP แบบไม่ทำลาย
✅ การวิเคราะห์ช่องว่างในตะกั่วและการตรวจสอบความสมบูรณ์ของข้อต่อ
✅ ผลลัที่สอดคล้องกับมาตรฐาน IPC-A-610
✅ รายงานการตรวจสอบอย่างรวดเร็วและละเอียด
✅ ลดความเสี่ยงของการล้มเหลวในการผลิต
คำอธิบาย
การตรวจสอบด้วยรังสีเอกซ์แบบอัตโนมัติคืออะไร?
การตรวจสอบแผงวงจรพิมพ์ด้วยรังสีเอกซ์ หรือที่เรียกว่า การตรวจสอบด้วยรังสีเอกซ์แบบอัตโนมัติ มีการใช้อย่างแพร่หลายในหลากหลายอุตสาหกรรม ตั้งแต่อุตสาหการการแพทย์ไปจนถึงการผลิตอากาศยาน เพื่อระบุข้อผิดพลาดในการผลิต โดยเฉพาะในงานตรวจสอบแผงวงจรพิมพ์ เนื่องจากรังสีเอกซ์เป็นวิธีที่ดีเยี่ยมสำหรับตรวจสอบคุณภาพของแผงวงจรพิมพ์และตรวจจับข้อบกพร่องที่ซ่อนอยู่ โดยไม่ทำลายบอร์ดวงจร
เมื่ออุปกรณ์อิเล็กทรอนิกส์มีขนาดเล็กลงและซับซ้อนมากขึ้น โดยมีส่วนประกอบเช่น BGAs และ QFNs ที่ซ่อนข้อต่อการบัดกรีอยู่ใต้แพ็คเกจ การตรวจสอบด้วยรังสีเอกซ์แบบอัตโนมัติจึงกลายเป็นเครื่องมั่นที่ขาดไม่ได้ในขั้นตอนการประกอบ
ข้อได้เปรียบหลักเหน AOI
| ข้อได้เปรียบของ AXI | ข้อจำกัดของ AOI ที่ได้รับการแก้ไข | ||||
| ตรวจจับข้อบกพร่องภายในที่ซ่อนอยู่ | ตรวจสอบเฉพาะลักษณะภายนอกเท่านั้น; ไม่สามารถมองเห็นใต้ชิ้นส่วนได้ | ||||
| การทดสอบแบบไม่ทำลาย—ไม่ก่อให้เกิดความเสียหายต่อแผงวงจรพีซีบีเอในระหว่างการตรวจสอบ | เหมือนกับ AOI แต่ความสามารถในการเจาะลึกของ AXI ช่วยขยายขอบเขตการตรวจสอบ | ||||
| มีความแม่นยำสูงสำหรับชิ้นส่วนที่มีระยะห่างแคบและขนาดเล็กลง | มีข้อจำกัดเมื่อตรวจสอบชิ้นส่วนที่ปกคลุมข้อต่อการบัดกรี หรือมีระยะห่างแคบมาก | ||||
| สามารถสร้างภาพถ่ายสามมิติแบบโทโมกราฟี เพื่อการตรวจสอบเป็นชั้นๆ ในแผงวงจรมัลติเลเยอร์ | จำกัดอยู่ที่การวิเคราะห์พื้นผิวแบบ 2 มิติ หรือแบบจำลอง 3 มิติเทียม |
สถานการณ์การใช้งานหลักในกระบวนการผลิต PCB/PCBA
การตรวจสอบหลังขั้นตอนการรีฟโลว์ สำหรับชิ้นส่วนที่ซ่อนอยู่
กรณีการใช้งานที่พบบ่อยที่สุด—การตรวจสอบข้อต่อการบัดกรีของอุปกรณ์ BGA, QFN, CSP และฟลิปชิป ซึ่งข้อต่อการบัดกรีจะอยู่ใต้ตัวชิ้นส่วนและไม่สามารถเข้าถึงได้ด้วย AOI
การทดสอบอุตสาหกรรมที่มีความน่าเชื่อถือสูง
จำเป็นสำหรับอุตสาหกรรมยานยนต์ การบินและอวกาศ อุปกรณ์ทางการแพทย์ และอิเล็กทรอนิกส์ทางทหาร ตัวอย่างเช่น AXI ใช้ตรวจสอบช่องว่างของลูกบัดกรี BGA ใน ECU สำหรับยานยนต์ (เพื่อให้เป็นไปตามมาตรฐาน IATF 16949) และรับประกันไม่ให้เกิดข้อบกพร่องในแผงวงจรพิมพ์ของอุปกรณ์ทางการแพทย์ (สอดคล้องกับมาตรฐาน ISO 13485)
การตรวจสอบภายในของแผงวงจรพิมพ์หลายชั้น
ตรวจจับข้อบกพร่องภายใน เช่น วงจรลัดระหว่างชั้น การจัดตำแหน่งไวอาผิดพลาด หรือการวางเส้นทองแดงไม่ถูกต้องในแผงวงจรพิมพ์หลายชั้นที่ซับซ้อน
การวิเคราะห์ความล้มเหลว
ใช้ในการวิเคราะห์หาสาเหตุหลักของแผงวงจรพิมพ์ที่เสียหายจากการใช้งาน เพื่อระบุข้อบกพร่องที่ซ่อนอยู่ ซึ่งไม่สามารถมองเห็นได้ด้วยการตรวจสอบด้วยสายตา
aXI แบบ 2 มิติ เทียบกับ AXI แบบ 3 มิติ
คล้ายกับ AOI โดย AXI แบ่งออกเป็นสองประเภทตามความสามารถในการสร้างภาพ
· AXI แบบ 2 มิติ: ถ่ายภาพรังสีเอกซ์แบบระนาบเดียว เหมาะสำหรับการตรวจสอบเบื้องต้นของแผงวงจรพิมพ์ที่มีความหนาแน่นต่ำ ประหยัดต้นทุน แต่อาจมีสิ่งรบกวนจากภาพที่ทับซ้อนกัน
· 3D AXI (เรย์เอกซ์คอมพิวเตอร์ทอโมกราฟี): ใช้เทคนิคคอมพิวเตอร์ทอโมกราฟีเพื่อสร้างภาพ 3 มิติเป็นชั้นของ PCBA ขจัดปัญจารสบต่างที่ทับซ้อนและช่วยวัดปริมาตรของขาร่วมบัดกรีและอัตราการเกิดโพรงอย่างแม่นยำ—เหมาะสำหรับอิเล็กทรอนิกส์ที่มีความหนาแน่นสูงและความแม่นยำสูง

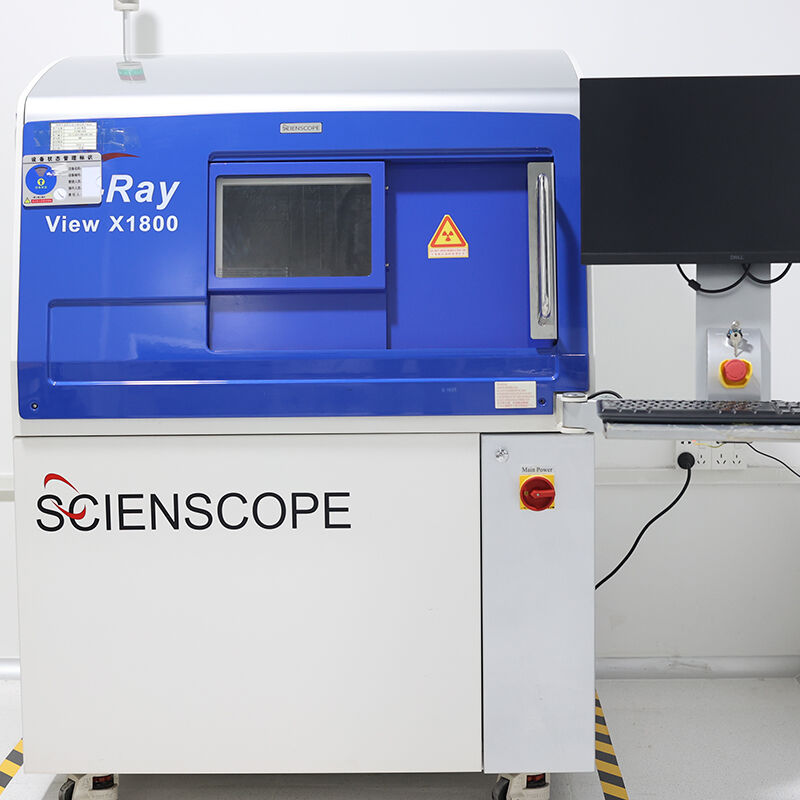
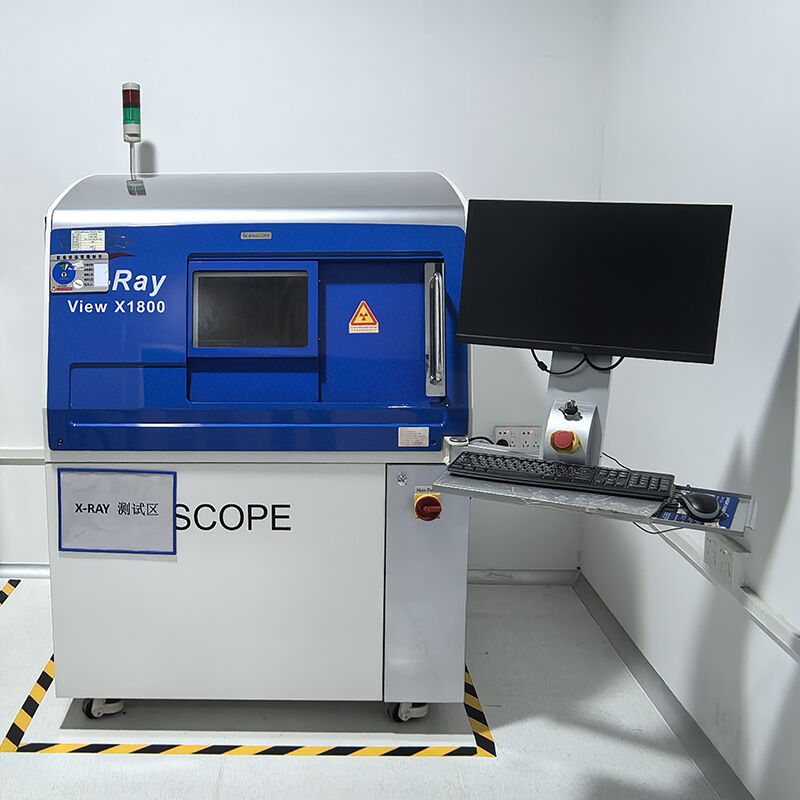
ระบบตรวจสอบด้วยรังสีเอกซ์ทำงานอย่างไร?
ระบบตรวจสอบด้วยรังสีเอกซ์ (โดยทั่วมักเรียกว่า การตรวจสอบด้วยรังสีเอกซ์แบบอัตโนมัติ หรือ AXI) เป็นเทคโนโลยีการทดสอบแบบไม่ทำลาย (NDT) ที่สามารถเจาะลึกเข้าไปในชิ้นส่วนของแผงวงจรพิมพ์ (PCB/PCBA) เพื่อตรวจจับข้อบกพร่องภายในที่มองไม่เห็น ต่างจาก AOI (ที่สามารถตรวจพื้นผิวภายนอกเท่านั้น) AXI ใช้คุณสมบัติของรังสีเอกซ์ที่สามารถทะลุผ่านวัสดุที่มีความหนาแน่นต่างๆ ทำให้เป็นมาตรฐานทองคำในการตรวจสอบชิ้นส่วนที่ถูกปิดผับ เช่น BGA, QFN และ flip chips
กระบวนการทำงานของระบบตรวจสอบด้วยรังสีเอกซ์สามารถแบ่งออกเป็น 5 ขั้นตอนหลักตามลำดับ:
ขั้นตอน 1: การปรับเทียบระบบและการตั้งค่าอ้างอิง
ก่อนเริ่มการตรวจสอบ ระบบจะถูกตั้งค่าเพื่อให้สอดคล้องกับข้อมูลการออกแบบของ PCBA:
· นำเข้าข้อมูลอ้างอิง: โหลดไฟล์ CAD ของแผ่นวงจรพิมพ์ (PCB) หรือภาพตัวอย่างมาตรฐาน (PCBA ที่ไม่มีข้อบกพร่อง) เพื่อกำหนดเกณฑ์อ้างอิงสำหรับรูปร่าง ปริมาตรของรอยบัดกรี และตำแหน่งของชิ้นส่วนที่ยอมรับได้
· ปรับค่าพารามิเตอร์รังสีเอกซ์: ปรับค่ารังสีเอกซ์ แรงดันไฟฟ้า และกระแสไฟฟ้าให้เหมาะสมตามความหนาของแผง PCBA และความหนาแน่นของชิ้นส่วน แผงที่หนากว่าหรือชิ้นส่วนที่หนาแน่นมากขึ้นจะต้องใช้แรงดันไฟฟ้าสูงขึ้นเพื่อให้มั่นใจว่ารังสีสามารถเจาะทะลุได้อย่างเพียงพอ
· กำหนดเกณฑ์ยอมรับข้อบกพร่อง: กำหนดช่วงที่ยอมรับได้สำหรับข้อบกพร่องต่างๆ เช่น ขนาดของช่องว่างในเนื้อบัดกรี หรือการเคลื่อนตัวของลูกบัดกรี เพื่อป้องกันการแจ้งเตือนผิดพลาด
ขั้นตอนที่ 2: การปล่อยรังสีเอกซ์และการเจาะทะลุ
หัวใจหลักของระบบคือเครื่องกำเนิดรังสีเอกซ์ ซึ่งจะปล่อยลำแสงรังสีเอกซ์ที่ควบคุมได้ในระดับต่ำไปยัง PCBA ที่อยู่ระหว่างการตรวจสอบ
PCBA จะถูกวางบนสายพานลำเลียงหรือแท่นวางที่มีความแม่นยำ เพื่อให้มั่นใจว่าตำแหน่งมีความมั่นคงระหว่างการสแกน
รังสีเอกซ์จะผ่านแผง PCBA วัสดุต่างๆ จะดูดซับรังสีเอกซ์แตกต่างกันตามความหนาแน่น:
· วัสดุที่มีความหนาแน่นสูง: ดูดซับรังสีเอกซ์ได้มากกว่า จึงปรากฏเป็นบริเวณที่มืดในภาพสุดท้าย
· วัสดวัตถุที่มีความหนาด้อย: ดูดซับรังสีเอกซ์ในระดับต่ำ ทำให้ปรากฏเป็นพื้นที่สีอ่อนในภาพสุดท้าย
สำหรับระบบ AXI 3D บอร์ดวงจรพิมพ์ (PCBA) หรือแหล่งกำเนิดรังสีเอกซ์จะหมุนในมุมต่างๆ เพื่อจับข้อมูลการเจาะทะลุจากหลายทิศทาง
ขั้นตอน 3: การจับภาพและการแปลงสัญญาณ
ตัวตรวจจับรังสีเอกซ์ที่มีความไวสูง (ติดตั้งอยู่ด้านตรงข้ามแหล่งกำเนิดรังสีเอกซ์) จะรับสัญญาณรังสีเอกซ์ที่ถูกด้ดูดกลืนหลังผ่านผ่านบอร์ดวงจรพิมพ์ (PCBA):
ตัวตรวจจับจะแปลงพลังงานรังสีเอกซ์เป็นสัญญาณไฟฟ้า ซึ่งจากนั้นจะถูกแปลงเป็นภาพสีเทาดิจิทัล
· สำหรับ AXI 2D: สร้างภาพเดียวในแนวระนาบที่แสดงโครงสร้างภายในของบอร์ดวงจรพิมพ์ที่ทับซ้อนกัน
· สำหรับ AXI 3D (การถ่ายภาพรังสีเอกซ์แบบโทโมกราฟี): ภาพ 2D หลายภาพจากมุมต่างๆ จะถูกต่อกันโดยใช้อัลกอริทึมการสร้างภาพเพื่อสร้างแบบจำลอง 3D แบบชั้น ซึ่งช่วยขจัดการทับซ้อนของภาพและทำให้สามารถดูภาพในแนวตัดขวาง
ขั้นตอน 4: การวิเคราะห์ภาพและการตรวจจับข้อบกพร่อง
นี่คือแกนกลางอัจฉริยะของระบบ ซึ่งอัลกอริทึมซอฟต์แวร์จะวิเคราะห์ภาพที่ถ่ายได้เทียบกับข้อมูลอ้างอิงที่ตั้งไว้ล่วงหน้า:
· การวิเคราะห์ AXI แบบ 2D: เปรียบเทียบการกระจายสีระดับสีเทาของภาพ PCBA กับตัวอย่างมาตรฐาน โดยจะแจ้งเตือนความผิดปกติ เช่น จุดมืด (ตะกั่วเกิน) หรือจุดสว่าง ว่าเป็นข้อบกพร่องที่อาจเกิดขึ้น
· การวิเคราะห์ AXI แบบ 3D: ใช้โมเดล 3D เพื่อวัดขนาดอย่างแม่นยำ สามารถแยกแยะความแตกต่างเล็กน้อยออกจากข้อบกพร่องที่สำคัญได้
· การจำแนกประเภทข้อบกพร่อง: ระบบจะจัดกลุ่มข้อบกพร่องตามระดับความรุนแรง:
วิกฤต: สะพานตะกั่วระหว่างขา BGA ช่องว่างขนาดใหญ่ หรือลูกบอลตะกั่วหายไป
หลัก: การเคลื่อนตัวของลูกบอลตะกั่วเล็กน้อย หรือช่องว่างขนาดเล็ก
รอง: ปัญหาเชิงรูปลักษณ์ที่ไม่มีผลต่อการทำงาน
ขั้นตอนที่ 5: ผลลัพธ์และรายงานที่ดำเนินการได้
หลังจากการวิเคราะห์ ระบบจะสร้างผลลัพธ์ที่ชัดเจนและสามารถตรวจสอบย้อนกลับได้สำหรับทีมผลิต
· การแสดงภาพข้อบกพร่อง: ระบุตำแหน่งของข้อบกพร่องบนภาพ PCBA หรือโมเดล 3D อย่างชัดเจน เพื่อให้ง่ายต่อการระบุ
· การรายงานโดยละเอียด: สร้างบันทึกที่มีประเภทข้อบกพร่อง ตำแหน่ง ความรุนแรง และสถานะการปฏิบัติตามข้อกำหนด ข้อมูลนี้จะถูกจัดเก็บเพื่อการเพิ่นประสิทธิภาพกระบวนการและการติดตามคุณภาพ
· การจัดเส้นทางหลังการตรวจสอบ: บอร์ด PCBA จะถูกส่งโดยอัตโนวารไปสถานีซ่อมเพื่อแก้ไขข้อบกพร่อง หรือส่งต่อไปยังขั้นตอนการผลิตถัดไปหากไม่พบข้อบกพร่อง


