
Røntgen
Højpræcisions Røntgeninspektion for PCB/PCBA-samlinger—afslører skjulte defekter i BGA, QFN, CSP og mikrokomponenter. Sikrer integritet af lodforbindelser, hulrum og komponentplacering i overensstemmelse med IPC-A-610.
✅ Ikke-destruktiv inspektion af BGA/QFN/CSP
✅ Analyse af loddefekter og forbindelsesholdbarhed
✅ Resultater i overensstemmelse med IPC-A-610
✅ Hurtig og detaljeret inspektionsrapport
✅ Reducerer risiko for produktionsfejl
Beskrivelse
Hvad er automatiseret røntgeninspektion?
PCB-røntgeninspektion, også kendt som automatiseret røntgeninspektion, anvendes bredt inden for mange industrier – fra medicinsk til fly- og rumfartsproduktion – til at identificere produktionsfejl. Den bruges især ved PCB-inspektion, fordi røntgenstråler udgør en fremragende metode til at teste PCB-kvalitet og afsløre skjulte defekter uden at beskadige kredsløbskortet.
Når elektronik bliver mindre og mere kompleks, med komponenter som BGAs og QFNs, hvor lodninger gemmer sig under pakker, er automatiseret røntgeninspektion blevet et uundværligt værktøj i samleprocessen.
Vigtige fordele i forhold til AOI
| AXI-fordele | AOI-begrænsninger løst | ||||
| Afdækker skjulte indre defekter | Undersøger kun overfladegående træk; kan ikke se under komponenter | ||||
| Ikke-destruktiv test – ingen skade på PCBA under inspektion | Ligesom AOI, men AXI's gennemtrængningskapacitet udvider inspektionsomfanget | ||||
| Høj nøjagtighed for fine-pitch, miniaturiserede komponenter | Vanskeligt ved komponenter, der dækker lodforbindelser eller har fine pitches | ||||
| Muliggør 3D-tomografi til lagvis inspektion af flerlags PCB'er | Begrænset til 2D eller pseudo-3D overfladeanalyse |
Nøglescenarier i PCB/PCBA-produktion
Inspektion efter reflow for skjulte komponenter
Den mest almindelige anvendelse – inspektion af lodforbindelser for BGA, QFN, CSP og flip-chip-enheder, hvor loddet er placeret under komponentens krop og utilgængeligt for AOI.
Industriinspektion med høj pålidelighed
Obligatorisk for automobil-, luftfarts-, medicinsk og militær elektronik. For eksempel verificerer AXI BGA-loddefekter i automobil-ECU'er (for at opfylde IATF 16949-standarder) og sikrer nul fejl i medicinske enheders PCBA (i overensstemmelse med ISO 13485).
Inspektion af flersidet PCB internt
Påviser interne defekter som mellemlags-kortslutninger, via-forkantning og ukorrekt placering af kobberbaner i komplekse flersidede PCB'er.
Fejlanalyse
Anvendes ved årsagsanalyse af feltfejl i PCBA for at identificere skjulte defekter, der ikke er synlige ved visuel inspektion.
2D AXI mod 3D AXI
Ligesom AOI inddeles AXI i to typer ud fra billeddannelsesevne:
· 2D AXI: Optager et enkelt plant X-ray-billede, egnet til grundlæggende inspektion af lavtæthed PCB. Økonomisk, men kan have overlejrede billedartefakter.
· 3D AXI (Røntgentomografi): Bruger computertomografi til at generere lagdelte 3D-billeder af PCBA. Eliminerer overlejringseffekter og gør det muligt at måle lodfugevolumen/tomrumsforhold præcist – ideel til højdensitets- og højpræcisions-elektronik.

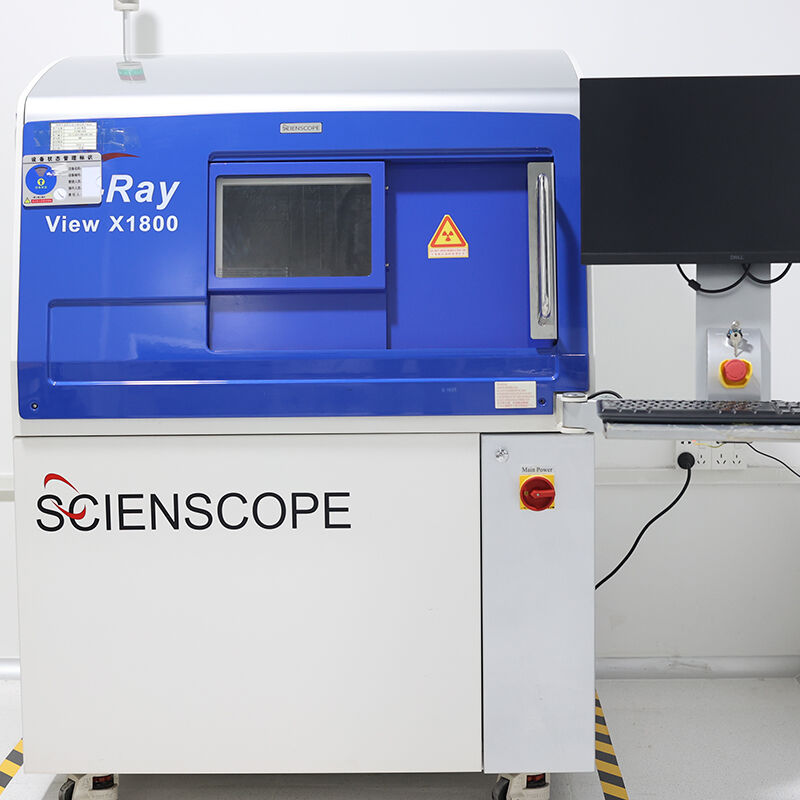
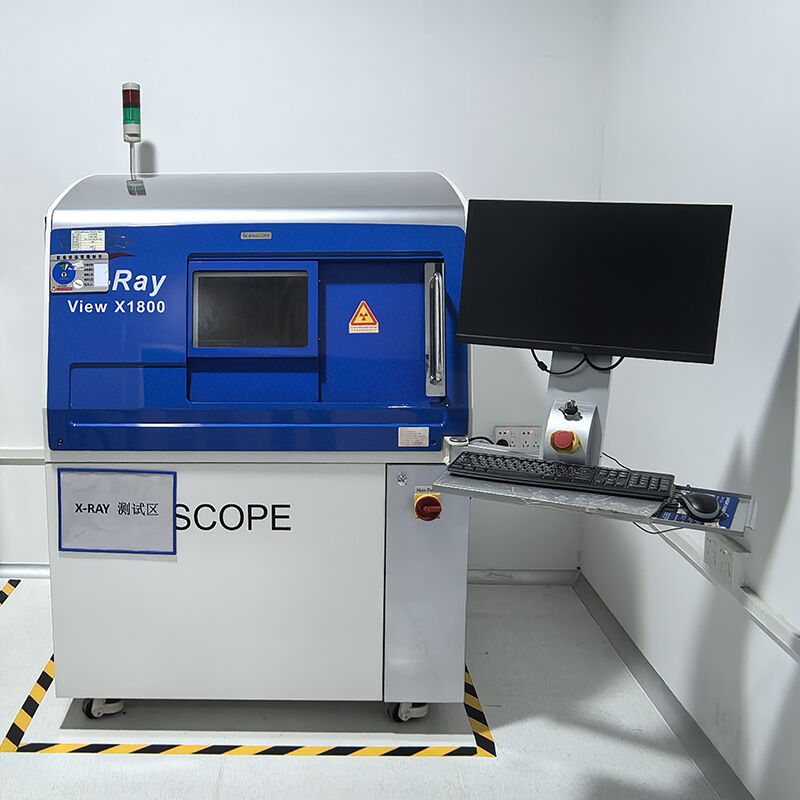
Hvordan fungerer et røntgeninspektionssystem?
Et røntgeninspektionssystem (almindeligvis kaldet Automatisk Røntgeninspektion, AXI) er en destruktionsfri testmetode (NDT), der trænger ind i PCB/PCBA-samlinger for at opdage skjulte interne defekter. I modsætning til AOI (som kun registrerer overfladebilleder) udnytter AXI røntgenstrålingens evne til at trænge igennem materialer med forskellig tæthed, hvilket gør det til standarden for inspektion af indkapslede komponenter som BGA, QFN og flip-chips.
Arbejdsgangen for et røntgeninspektionssystem kan opdeles i 5 kernefaser i sekventiel rækkefølge:
Trin 1: Systemkalibrering og referenceopsætning
Før inspektion konfigureres systemet til at matche PCBA's designspecifikationer:
· Importer reference data: Indlæs PCB’s CAD-fil eller et guldprøve (defekt fri PCBA) billede for at fastsætte benchmark for acceptabel lodningesform, volumen og komponentplacering.
· Juster røntgenparametre: Finjuster røntgendosis, spænding og strøm baseret på PCBA’s tykkelse og komponenttæthed. Tykkere boards eller tættere komponenter kræver højere spænding for at sikre tilstrækkelig gennemtrængning.
· Indstil tolerancer for defekter: Definer acceptable grænser for fejl som lodningeshulstørrelse eller lodboldforskydning for at undgå falske alarmer.
Trin 2: Røntgenemission og gennemtrængning
Kernen i systemet er røntgen generatoren, som udsender en kontrolleret stråle af lavdosis røntgenstråler mod den undersøgte PCBA:
PCBA’en placeres på en præcisionsbåndtransportør eller et stativ, der sikrer stabil position under scanning.
Røntgenstrålerne passererer gennem PCBA’en. Materialer absorberer røntgenstråler forskelligt baseret på deres densitet:
· Højdensitetsmaterialer: Absorberer mere røntgenstråling, vises som mørke områder i det endelige billede.
· Lavtætheds materialer: Absorberer færre røntgenstråler og vises derfor som lyse områder i det endelige billede.
For 3D AXI-systemer roterer PCBA eller røntgenkilden i flere vinkler for at optage data for gennemtrængning fra forskellige retninger.
Trin 3: Billedeoptagelse og signalomdannelse
En højsensitiv røntgendetektor (placeret på den modsatte side af røntgenkilden) optager de svækkede røntgensignaler, efter at de er trængt igennem PCBA:
Detektoren omdanner røntgenenergien til elektriske signaler, som derefter bliver omsat til digitale gråtonebilleder.
· For 2D AXI: Et enkelt planbillede genereres, som viser de overlappende interne strukturer i PCBA.
· For 3D AXI (røntgentomografi): Flere 2D-billeder fra forskellige vinkler bliver sat sammen ved hjælp af rekonstruktionsalgoritmer for at skabe en lagdelt 3D-model af PCBA – eliminerer billedoverlapning og muliggør tværsnitsvisninger.
Trin 4: Billedanalyse og defektgenkendelse
Dette er systemets intelligente kerne, hvor softwarealgoritmer analyserer de optagne billeder mod det forudindstillede referencebillede:
· 2D AXI-analyse: Sammenligner gråtonespektret af PCBA-billedet med det gyldne eksemplaret. Anomalier som mørke pletter (ekstra lod) eller lyse pletter bliver markeret som potentielle defekter.
· 3D AXI-analyse: Bruger det 3D-model til at måle præcise dimensioner. Den kan skelne mellem mindre variationer og kritiske defekter.
· Defektklassificering: Systemet sorterer defekter efter alvorlighed:
Kritisk: Lodbroer mellem BGA-pins, store hulrum, manglende lodkugler.
Større: Let forskydelse af lodkugler, små hulrum.
Mindre: Kosmetiske fejl uden indvirkning på funktionalitet.
Trin 5: Resultatoutput og handlingsorienteret rapportering
Efter analysen genererer systemet klare, sporbare resultater til produktionsteamene:
· Defektvisualisering: Markerer den præcise placering af defekter på PCBA-billedet eller 3D-modellen for nem identifikation.
· Detaljeret rapportering: Opretter logfiler med fejltype, placering, alvorlighed og overholdelsesstatus. Disse data gemmes til procesoptimering og kvalitetsmålbare sporbarhed.
· Efterinspektionsrouting: PCBA'en dirigeres automatisk til en reparationssstation for fejlretning eller viderebringes til næste produktionsfase, hvis der ikke påvises fejl.


