
X-ray
Inspección de alta precisión por raios X para conxuntos de PCB/PCBA—detecta defectos ocultos en BGA, QFN, CSP e compoñentes microscópicos. Garante a integridade das xuntas de soldadura, a presenza de baleiros e o aliñamento dos compoñentes, conforme ao estándar IPC-A-610.
✅ Inspección non destrutiva de BGA/QFN/CSP
✅ Análise de solda sen fallos e integridade das unións
✅ Resultados conformes co IPC-A-610
✅ Informes de inspección rápidos e detallados
✅ Reduce os riscos de fallo na produción
Descrición
Que é a inspección automatizada por raios X?
A inspección por raios X en PCB, tamén coñecida como inspección automatizada por raios X, é amplamente utilizada en diversas industrias, desde a fabricación médica ata a aeroespacial, para identificar erros de fabricación. É particularmente común na inspección de PCB porque os raios X proporcionan un excelente método para probar a calidade do PCB e detectar defectos ocultos sen danar o circuíto impreso.
Á medida que os dispositivos electrónicos se fan máis pequenos e complexos, con componentes como BGAs e QFNs que ocultan as soldas baixo os paquetes, a inspección por raios X automatizada converteuse nunha ferramenta indispensable no fluxo de traballo de montaxe.
Vantaxes clave sobre a AOI
| Vantaxes da AXI | Limitacións da AOI abordadas | ||||
| Detecta defectos internos ocultos | Inspecciona só características superficiais; non pode ver baixo os componentes | ||||
| Probas non destrutivas—sen danos ao PCBA durante a inspección | Igual que AOI, pero a capacidade de penetración de AXI amplía o alcance da inspección | ||||
| Alta precisión para componentes de paso fino e miniaturizados | Dificultades con componentes que cubren as soldas ou teñen pasos finos | ||||
| Posibilita a tomografía 3D para inspección en capas de PCBs multicapa | Limitado a análise superficial 2D ou pseudo-3D |
Escenarios Clave de Aplicación na Produción de PCB/PCBA
Inspección Post-Reflow para Componentes Ocultos
O caso de uso máis común—inspeccionar as soldas de dispositivos BGA, QFN, CSP e flip-chip onde as conexións de solda están baixo o corpo do componente e inaccesibles para AOI.
Probas de Industria de Alta Confiabilidade
Obrigatorias para electrónica automotriz, aeroespacial, médica e militar. Por exemplo, AXI verifica baleiros na soldadura BGA en UCAs automotrices (para cumprir cos estándares IATF 16949) e garante cero defectos en PCBAs de dispositivos médicos (cumprindo coa ISO 13485).
Inspección Interna de PCBs Multicapa
Detecta defectos internos como cortocircuitos intercapa, desalineación de vías e colocación incorrecta de trazas de cobre en PCBs multicapa complexos.
Análise de Avarías
Úsase na análise de causa raíz de PCBAs falladas no campo para identificar defectos ocultos que non son visibles mediante inspección visual.
aXI 2D fronte a AXI 3D
Semellante ao AOI, o AXI clasifícase en dous tipos segundo a capacidade de imaxe:
· AXI 2D: Capta unha única imaxe de raios X plana, adecuada para inspección básica de PCBs de baixa densidade. É rentable pero pode presentar artefactos por superposición de imaxes.
· 3D AXI (Tomografía de raios X): Utiliza tomografía computarizada para xerar imaxes 3D en capas do PCBA. Elimina arteitos de superposición e posibilita a medición precisa da relación volume/baleiro das soldas—ideal para electrónica de alta densidade e alta precisión.

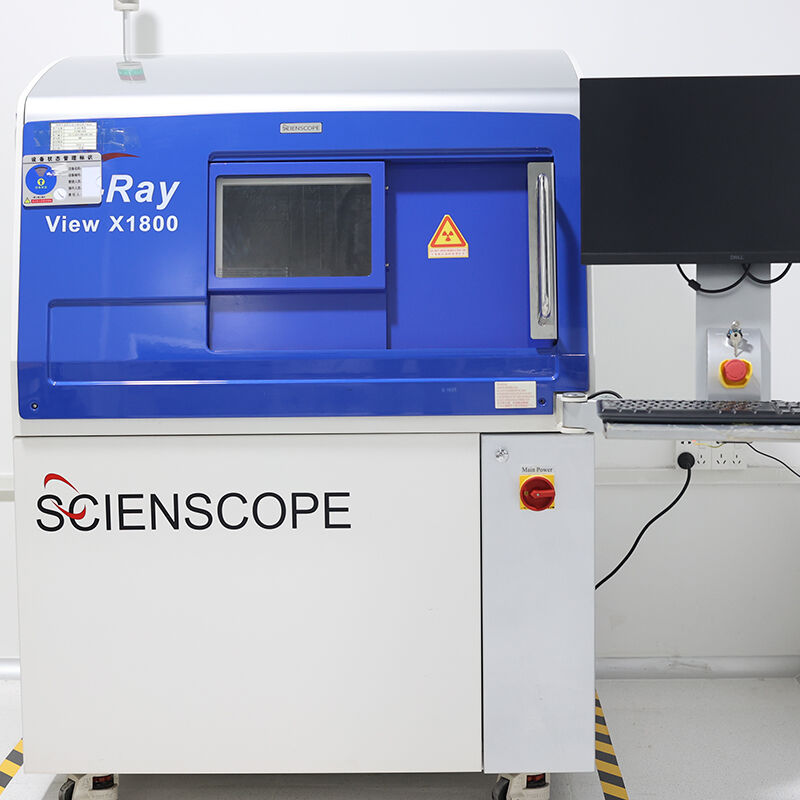
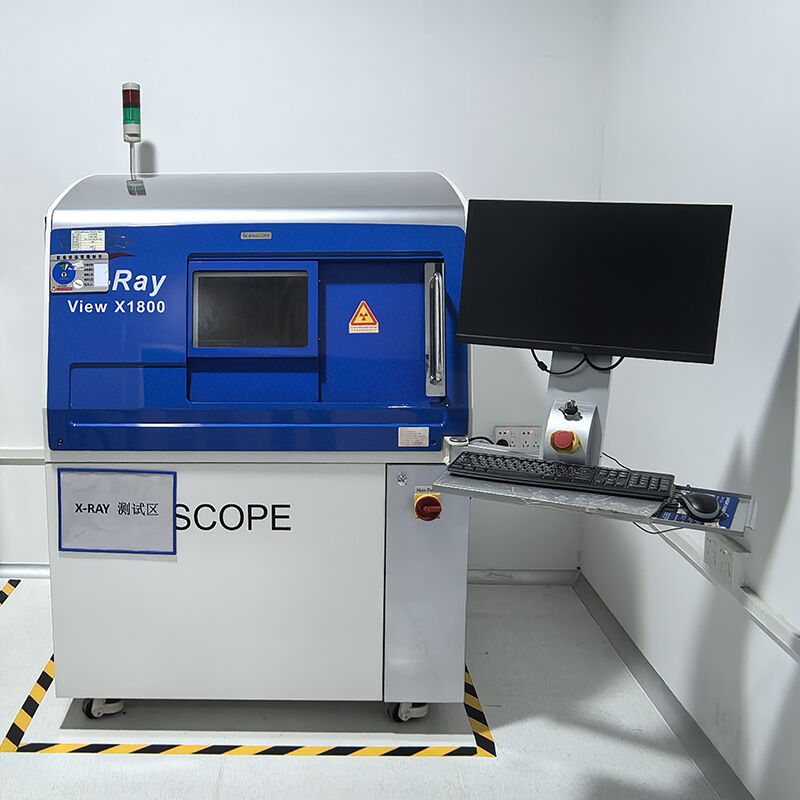
Como funciona o sistema de inspección por raios X?
Un sistema de inspección por raios X (comúnmente coñecido como Inspección Automática por Raios X, AXI) é unha tecnoloxía de ensaio non destrutivo (END) que penetra nos conxuntos de PCB/PCBA para detectar defectos internos ocultos. Á diferenza do AOI (que só captura imaxes superficiais), o AXI aproveita a capacidade da radiación de raios X para atravesar materiais de diferentes densidades, polo que se converte no estándar ouro para inspeccionar componentes encerrados como BGA, QFN e chips flip.
O proceso de traballo dun sistema de inspección por raios X pode dividirse en 5 etapas secuenciais básicas:
Paso 1: Calibración do sistema e configuración de referencia
Antes da inspección, o sistema configúrase para adaptarse ás especificacións de deseño do PCBA:
· Referencia de importación de datos: Cargar o ficheiro CAD do PCB ou unha imaxe dunha mostra dourada (PCBA sen defectos) para establecer o referente en relación coa forma aceptable das soldas, volume e posicionamento dos componentes.
· Axustar os parámetros de raios X: Afinar a dose, tensión e corrente de raios X segundo o grosor do PCBA e a densidade dos componentes. Os paneis máis grosos ou os componentes máis densos requiren unha tensión superior para garantir unha penetración suficiente.
· Establecer os limiares de tolerancia a defectos: Definir os intervalos aceptables para defectos como o tamaño dos baleiros na solda ou o desprazamento das bolas de solda para evitar alarmas falsas.
Paso 2: Emisión e penetración de raios X
O núcleo do sistema é o xerador de raios X, que emite un feixe controlado de raios X de baixa dose cara o PCBA baixo inspección:
O PCBA colócase nun transportador de precisión ou nunha plataforma, asegurando un posicionamento estable durante o escaneo.
Os raios X atravesan o PCBA. Os materiais absorben os raios X de forma diferente segundo a súa densidade:
· Materiais de alta densidade: Absorben máis raios X, aparecendo como áreas escuras na imaxe final.
· Materiais de baixa densidade: absorben menos raios X, aparecendo como áreas claras na imaxe final.
Para os sistemas AXI 3D, a PCBA ou a fonte de raios X xira en múltiples ángulos para capturar datos de penetración multidireccional.
Paso 3: Captura da imaxe e conversión de sinal
Un detector de raios X de alta sensibilidade (situado no lado oposto á fonte de raios X) capta as sinais de raios X atenuadas despois de atravesar a PCBA:
O detector converte a enerxía dos raios X en sinais eléctricos, que logo se traducen en imaxes dixitais en escala de grises.
· Para AXI 2D: xérase unha única imaxe plana, que mostra a estrutura interna solapada da PCBA.
· Para AXI 3D (tomografía de raios X): múltiples imaxes 2D desde diferentes ángulos únense mediante algoritmos de reconstrución para crear un modelo 3D estratificado da PCBA—eliminando a superposición de imaxes e permitindo vistas transversais.
Paso 4: Análise da imaxe e detección de defectos
Este é o núcleo intelixente do sistema, onde os algoritmos de software analizan as imaxes capturadas fronte á referencia preestablecida:
· Análise 2D AXI: Compara a distribución de tons de gris da imaxe da PCBA coa mostra de referencia. Anomalías como manchas escuras (exceso de solda) ou manchas brillantes son marcadas como posibles defectos.
· Análise 3D AXI: Usa o modelo 3D para medir dimensións precisas. Pode distinguir entre variacións lixeiras e defectos críticos.
· Clasificación de defectos: O sistema ordena os defectos segundo a súa gravidade:
Crítico: Pontes de solda entre os pins BGA, ocos grandes, bolas de solda ausentes.
Maior: Desprazamento lixeiro das bolas de solda, ocos pequenos.
Menor: Cuestións cosméticas sen impacto na funcionalidade.
Paso 5: Saída de resultados e informes accionables
Despois do análise, o sistema xera resultados claros e rastrexables para os equipos de produción:
· Visualización de defectos: Marca a localización exacta dos defectos na imaxe da PCBA ou no modelo 3D para facilitar a súa identificación.
· Informes detallados: Crea rexistros con tipo de defecto, localización, gravidade e estado de conformidade. Estes datos almacénanse para a optimización do proceso e a trazabilidade da calidade.
· Enrutamento pós-inspección: A PCBA diríxese automaticamente a unha estación de reparación para corrixir defectos, ou envíase á seguinte fase de produción se non se detectan defectos.


