
Radiografia
Inspeção de alta precisão por Raios-X para conjuntos de PCB/PCBA—detecta defeitos ocultos em BGA, QFN, CSP e componentes microscópicos. Garante a integridade das soldas, detecção de vazios e alinhamento de componentes com conformidade IPC-A-610.
✅ Inspeção não destrutiva de BGA/QFN/CSP
✅ Análise de vazios de solda e integridade das juntas
✅ Resultados conformes ao padrão IPC-A-610
✅ Relatórios de inspeção rápidos e detalhados
✅ Reduz riscos de falhas na produção
Descrição
O que é Inspeção Automatizada por Raios-X?
A inspeção de PCB por raios-X, também conhecida como inspeção automatizada por raios-X, é amplamente utilizada em diversas indústrias, desde a médica até a fabricação aeroespacial, para identificar erros de fabricação. É particularmente comum na inspeção de PCB porque os raios-X oferecem um excelente método para testar a qualidade do PCB e detectar defeitos ocultos sem danificar a placa de circuito.
À medida que os dispositivos eletrônicos ficam menores e mais complexos, com componentes como BGAs e QFNs escondendo juntas de solda sob invólucros, a Inspeção Automatizada por Raios-X tornou-se uma ferramenta indispensável no fluxo de trabalho de montagem.
Vantagens Principais em Relação ao AOI
| Vantagens do AXI | Limitações do AOI Superadas | ||||
| Detecta defeitos internos ocultos | Apenas inspeciona características superficiais; não consegue ver sob componentes | ||||
| Teste não destrutivo—sem danos à PCBA durante a inspeção | O mesmo que AOI, mas a capacidade de penetração da AXI amplia o escopo da inspeção | ||||
| Alta precisão para componentes miniaturizados com passo fino | Dificuldades com componentes que cobrem juntas de solda ou possuem passo fino | ||||
| Permite tomografia 3D para inspeção em camadas de PCBs multicamada | Limitado à análise superficial 2D ou pseudo-3D |
Principais Cenários de Aplicação na Produção de PCB/PCBA
Inspeção Pós-Refluxo para Componentes Ocultos
O caso de uso mais comum—inspeção de juntas de solda de dispositivos BGA, QFN, CSP e flip-chip, onde as conexões de solda estão sob o corpo do componente e inacessíveis ao AOI.
Teste Industrial de Alta Confiabilidade
Obrigatório para eletrônicos automotivos, aeroespaciais, médicos e militares. Por exemplo, AXI verifica vazios de solda em BGAs em ECUs automotivos (para atender aos padrões IATF 16949) e garante zero defeitos em PCBAs de dispositivos médicos (conforme ISO 13485).
Inspeção Interna de PCB de Múltiplas Camadas
Detecta defeitos internos como curtos entre camadas, desalinhamento de vias e posicionamento inadequado de trilhas de cobre em PCBs complexas de múltiplas camadas.
Análise de falhas
Utilizado na análise de causa raiz de PCBAs com falhas em campo para identificar defeitos ocultos que não são visíveis por inspeção visual.
aXI 2D vs. AXI 3D
Semelhante ao AOI, o AXI é categorizado em dois tipos com base na capacidade de imagem:
· AXI 2D: Captura uma única imagem planar de raio-X, adequada para inspeção básica de PCBs de baixa densidade. É economicamente viável, mas pode apresentar artefatos de sobreposição na imagem.
· 3D AXI (Tomografia por Raios X): Utiliza tomografia computadorizada para gerar imagens 3D em camadas da PCBA. Elimina artefatos sobrepostos e permite a medição precisa do volume da junta de solda/razão de vazios—ideal para eletrônicos de alta densidade e alta precisão.

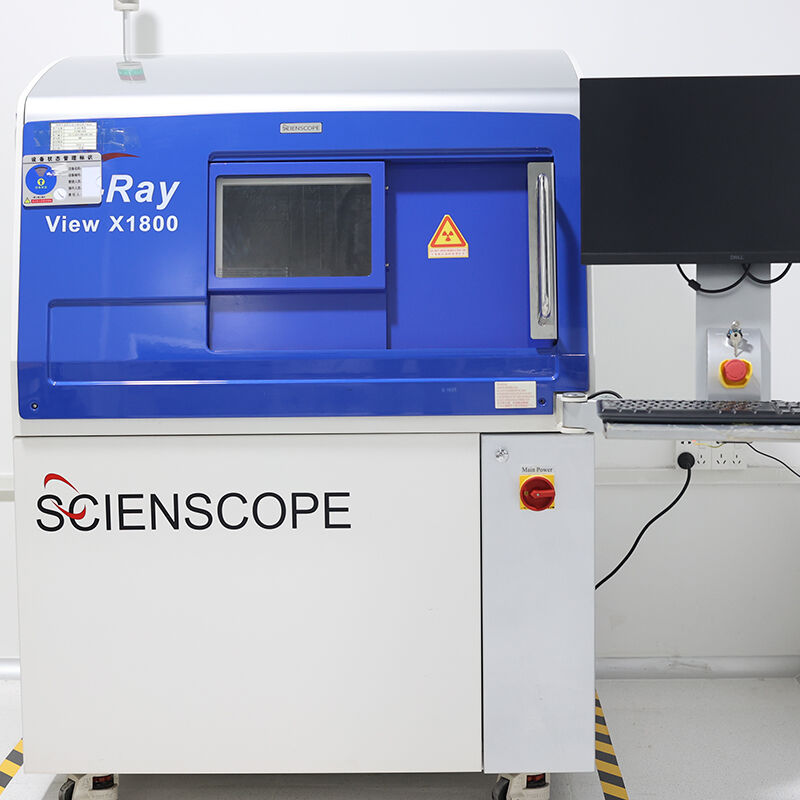
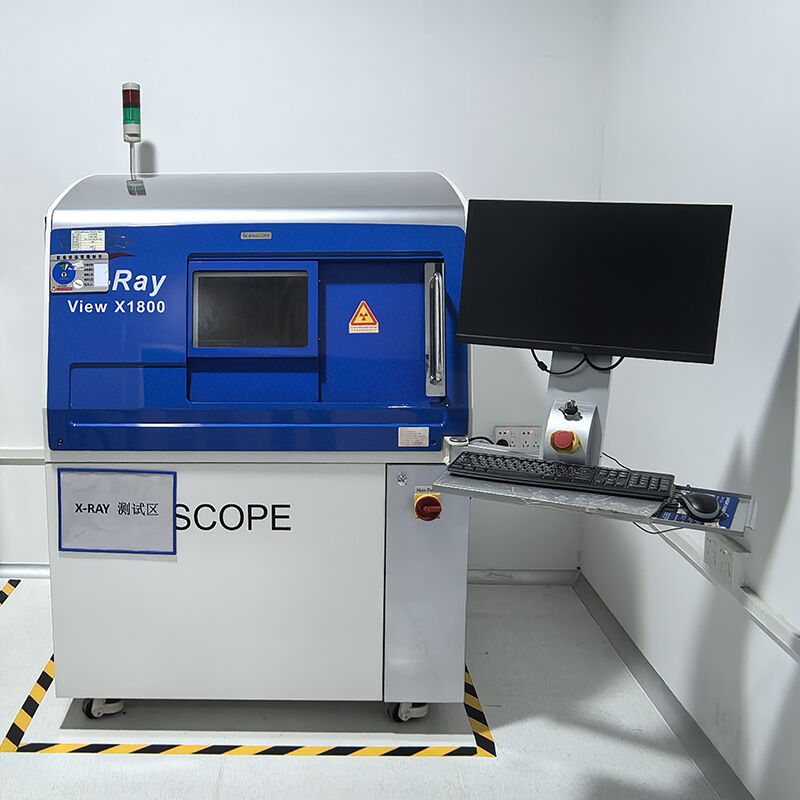
Como o Sistema de Inspeção por Raios-X Funciona?
Um sistema de inspeção por raios X (comumente referido como Inspeção Automatizada por Raios X, AXI) é uma tecnologia de ensaio não destrutivo (END) que penetra em conjuntos de PCB/PCBA para detectar defeitos internos ocultos. Diferentemente da AOI (que apenas captura imagens superficiais), a AXI aproveita a capacidade dos raios X de atravessar materiais com diferentes densidades, tornando-a o padrão ouro para inspeção de componentes encapsulados como BGA, QFN e flip chips.
O processo de funcionamento de um sistema de inspeção por raios X pode ser dividido em 5 etapas sequenciais principais:
Etapa 1: Calibração do Sistema e Configuração de Referência
Antes da inspeção, o sistema é configurado para corresponder às especificações de projeto da PCBA:
· Importar Dados de Referência: Carregue o arquivo CAD da PCB ou uma imagem de amostra padrão (PCBA sem defeitos) para estabelecer o referencial para forma aceitável da junta de solda, volume e posicionamento dos componentes.
· Ajustar Parâmetros de Raios-X: Ajuste com precisão a dose, tensão e corrente de raios-X com base na espessura da PCBA e na densidade dos componentes. Placas mais espessas ou componentes mais densos exigem maior tensão para garantir penetração suficiente.
· Definir Limites de Tolerância a Defeitos: Defina faixas aceitáveis para defeitos como tamanho de vazio na solda ou deslocamento de bola de solda para evitar falsos alarmes.
Passo 2: Emissão e Penetração de Raios-X
O núcleo do sistema é o gerador de raios-X, que emite um feixe controlado de raios-X de baixa dose em direção à PCBA sob inspeção:
A PCBA é colocada sobre um transportador de precisão ou estágio, garantindo posicionamento estável durante a varredura.
Os raios-X atravessam a PCBA. Os materiais absorvem os raios-X de maneira diferente com base na sua densidade:
· Materiais de alta densidade: Absorvem mais raios-X, aparecendo como áreas escuras na imagem final.
· Materiais de baixa densidade: Absorvem menos raios X, aparecendo como áreas claras na imagem final.
Para sistemas 3D AXI, a PCBA ou a fonte de raios X rotaciona em múltulos ângulos para capturar dados de penetração multidirecional.
Passo 3: Captura de Imagem e Conversão de Sinal
Um detector de raios X de alta sensibilidade (localizado no lado oposto à fonte de raios X) captura os sinais de raios X atenuados após passarem pela PCBA:
O detector converte a energia dos raios X em sinais elétricos, que são então traduzidos em imagens digitais em escala de cinza.
· Para AXI 2D: É gerada uma única imagem planar, mostrando a estrutura interna sobreposta da PCBA.
· Para AXI 3D (tomografia de raios X): Múltiplas imagens 2D provenientes de diferentes ângulos são unidas utilizando algoritmos de reconstrução para criar um modelo 3D em camadas da PCBA — eliminando a sobreposição de imagens e permitindo vistas em corte transversal.
Passo 4: Análise de Imagem e Detecção de Defeitos
Este é o núcleo inteligente do sistema, onde algoritmos de software analisam as imagens capturadas em relação à referência predefinida:
· Análise AXI 2D: Compara a distribuição de tons de cinza da imagem da PCBA com a amostra padrão. Anomalias como manchas escuras (excesso de solda) ou manchas claras são sinalizadas como defeitos potenciais.
· Análise AXI 3D: Utiliza o modelo 3D para medir dimensões precisas. Pode distinguir entre variações menores e defeitos críticos.
· Classificação de Defeitos: O sistema classifica os defeitos por gravidade:
Crítico: Pontes de solda entre pinos BGA, vazios grandes, bolas de solda ausentes.
Maior: Pequeno deslocamento das bolas de solda, vazios pequenos.
Menor: Problemas cosméticos sem impacto na funcionalidade.
Etapa 5: Saída de Resultados e Relatórios Acionáveis
Após a análise, o sistema gera resultados claros e rastreáveis para as equipes de produção:
· Visualização de Defeitos: Marca a localização exata dos defeitos na imagem da PCBA ou no modelo 3D para fácil identificação.
· Relatórios Detalhados: Cria registros com tipo de defeito, localização, gravidade e status de conformidade. Esses dados são armazenados para otimização do processo e rastreabilidade da qualidade.
· Roteamento Pós-Inspeção: A PCBA é automaticamente direcionada para uma estação de reparo para correção de defeitos, ou encaminhada para a próxima etapa de produção caso nenhum defeito seja detectado.


