
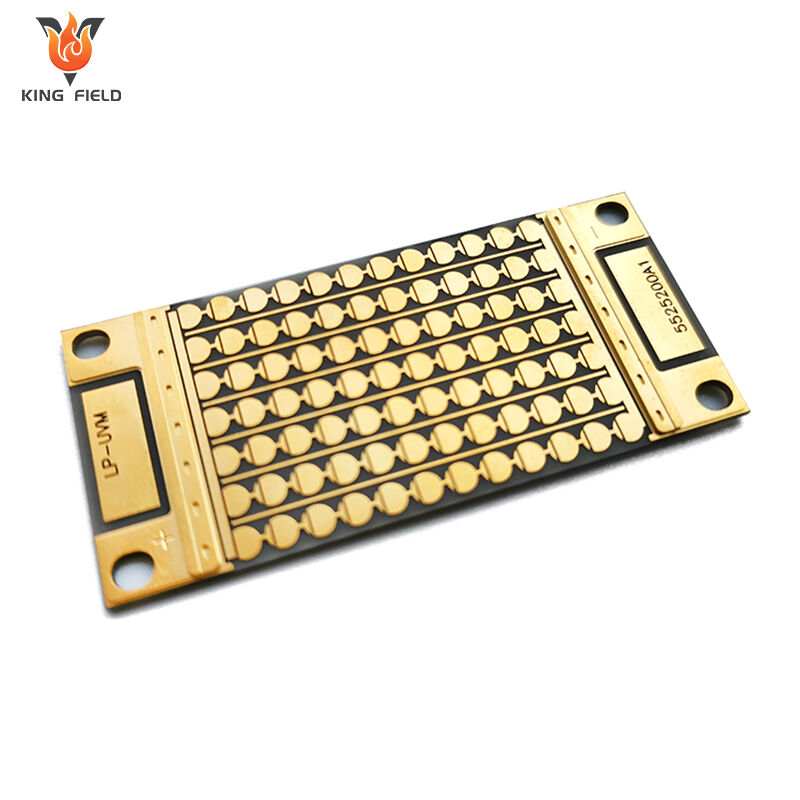

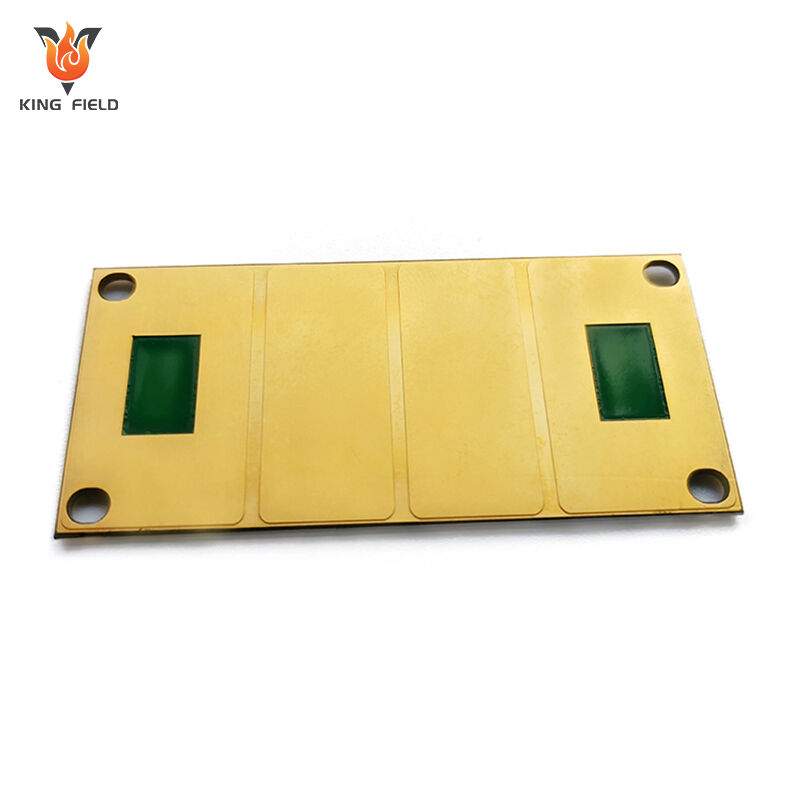


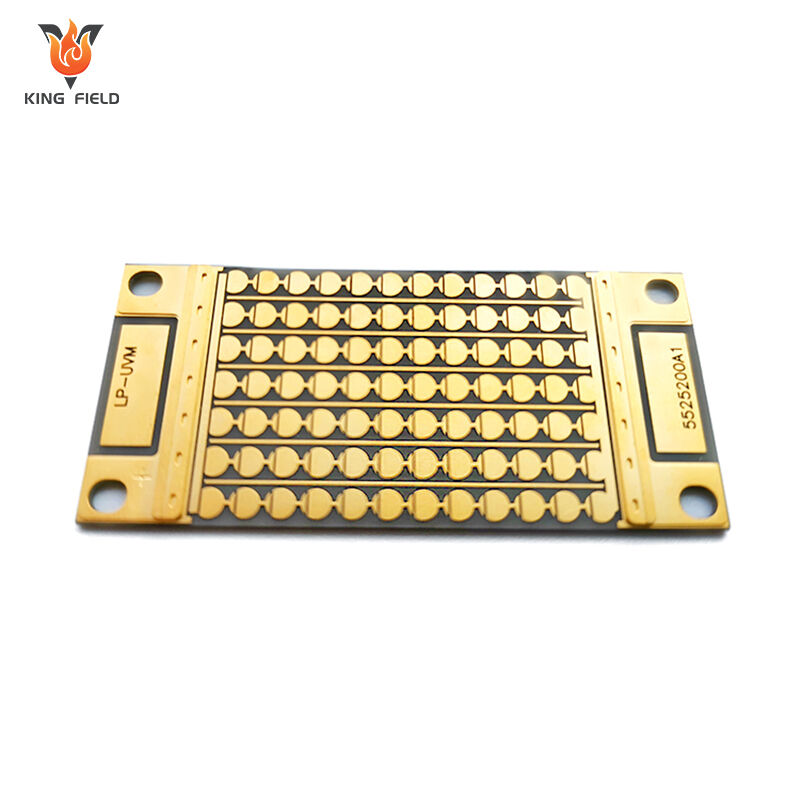
Keramik-PCB
Hochleistungs-Keramik-Leiterplatten für medizinische/industrielle/automotive/Hochleistungselektronik. Hervorragende Wärmeleitfähigkeit, hohe Temperaturbeständigkeit und Signalintegrität. 24-Stunden-Prototyping, schnelle Lieferung, DFM-Support und strenge Qualitätsprüfung.
✅ Hervorragendes Wärmemanagement
✅ Hohe Temperatur- und Korrosionsbeständigkeit
✅ Präzise Leiterbahnen für kritische Anwendungen
Beschreibung
Was ist eine keramische Leiterplatte?
Keramik-PCB ist eine starre gedruckte Schaltung, die keramische Materialien als isolierende Substrate verwendet, wie beispielsweise Aluminiumoxid Al₂O₃, Aluminiumnitrid AlN, Siliziumnitrid Si₃N₄ usw., und mit Kupferfolie beschichtet ist, um leitfähige schaltungen. Sie gehört zu hochwertigen Spezial-Leiterplatten. Die Kernmerkmale sind, dass ihre Wärmeleitfähigkeit, Isolierung und Hochtemperaturbeständigkeit diejenigen herkömmlicher FR-4-Leiterplatten bei weitem übertreffen.
Als hochwertige Spezial-PCB liegen die Kernvorteile von keramischen Leiterplatten in Schlüsselkriterien wie Wärmeableitung, Temperaturbeständigkeit, Isolation und Stabilität, und zwar wie folgt:
· Ultimative Wärmeableitung:
Die Wärmeleitfähigkeit keramischer Trägermaterialien (insbesondere Aluminiumnitrid) kann 170–230 W/(m·K) erreichen, was mehr als das 500-fache der herkömmlichen FR-4-Leiterplatten (ca. 0,3 W/(m·K)) entspricht. Sie leitet die von Hochleistungsbauteilen erzeugte Wärme schnell ab, senkt effektiv den Temperaturanstieg der Bauteile und verhindert thermische Ausfälle. Geeignet für Anwendungen mit hoher Wärmeflussdichte wie IGBT-Module und Hochleistungs-LEDs. hochleistungsbauteilen, effektiv die Temperaturerhöhung der Bauteile reduziert und verhindert thermische Ausfälle. Kompatibel mit Szenarien mit hoher Wärmeflussdichte wie IGBT-Modulen und Hochleistungs-LEDs.
· Hervorragende Hitzebeständigkeit:
Die langfristige Betriebstemperatur kann über 200 °C betragen, kurzfristig sind bis zu 500 °C möglich, was deutlich über der von FR-4-Leiterplatten (≤130 °C) liegt. Dadurch ist sie für extreme Temperaturumgebungen wie in der Luft- und Raumfahrt geeignet. industrielle Hochtemperaturanlagen, ohne Verformung oder Alterung des Substrats aufgrund hoher Temperaturen zu verursachen.
· Hervorragende Isolationsfestigkeit:
Durchbruchspannung ≥10kV/mm, Isolationsleistung deutlich besser als bei FR-4-Leiterplatten, arbeitet stabil in Hochspannungsschaltungen, vermeidet Leckstrom- und Durchbruchrisiken und erfüllt die Anforderungen an die Isolationssicherheit von Ladestationen und Hoch spannungs-Industriesteuergeräten.
· Gute thermische Kompatibilität:
Der Wärmeausdehnungskoeffizient von keramischen Substraten liegt nahe bei dem von Halbleiterchips, wodurch die durch Temperaturschwankungen verursachte thermische Spannung reduziert wird und das Risiko von Rissen und Ablösungen verringert wird. die Zuverlässigkeit und Lebensdauer der Geräteverpackung werden verbessert.
· Chemische und Umweltbeständigkeit:
Beständig gegen Säuren und Laugen, Strahlung und Korrosion. Seine Leistung nimmt in rauen Umgebungen wie Feuchtigkeit, starken elektromagnetischen Feldern und Strahlung nicht ab. Geeignet für Spezialszenarien wie Luft- und Raumfahrt, Marine erkundung und kerntechnische Industrieausrüstung.
· Hohe mechanische Festigkeit:
Keramiksubstrate weisen eine hohe Härte und starke Schlagfestigkeit auf. Insbesondere Siliziumnitrid-Keramik-Leiterplatten können mechanischen Belastungen wie Vibration und Stoß standhalten, wodurch sie sich für häufig vibrierende betriebsbedingungen in Fahrzeugen und Schienenverkehr eignen.
· Geringe dielektrische Verluste:
Keramische Werkstoffe weisen eine stabile Dielektrizitätskonstante und geringe dielektrische Verluste auf, was zu geringen Signalübertragungsverlusten in Hochfrequenzschaltungen führt. Sie sind geeignet für Hochfrequenz-Anwendungsszenarien wie 5G-Basisstationen-RF module und Radarausrüstung.
| Arten von Keramiksubstraten | Arten von Keramiksubstraten | Arten von Keramiksubstraten | Arten von Keramiksubstraten | Arten von Keramiksubstraten | Arten von Keramiksubstraten |
| Aluminiumoxid (Al₂O₃) | Aluminiumoxid (Al₂O₃) | Aluminiumoxid (Al₂O₃) | Aluminiumoxid (Al₂O₃) | Aluminiumoxid (Al₂O₃) | Aluminiumoxid (Al₂O₃) |
| Aluminiumnitrid (AlN) | Aluminiumnitrid (AlN) | Aluminiumnitrid (AlN) | Aluminiumnitrid (AlN) | Aluminiumnitrid (AlN) | Aluminiumnitrid (AlN) |
| Siliziumnitrid (Si₃N₄) | Siliziumnitrid (Si₃N₄) | Siliziumnitrid (Si₃N₄) | Siliziumnitrid (Si₃N₄) | Siliziumnitrid (Si₃N₄) | Siliziumnitrid (Si₃N₄) |
| Berylliumoxid (BeO) | Berylliumoxid (BeO) | Berylliumoxid (BeO) | Berylliumoxid (BeO) | Berylliumoxid (BeO) | Berylliumoxid (BeO) |
| Silicon Carbide (SiC) | Silicon Carbide (SiC) | Silicon Carbide (SiC) | Silicon Carbide (SiC) | Silicon Carbide (SiC) | Silicon Carbide (SiC) |
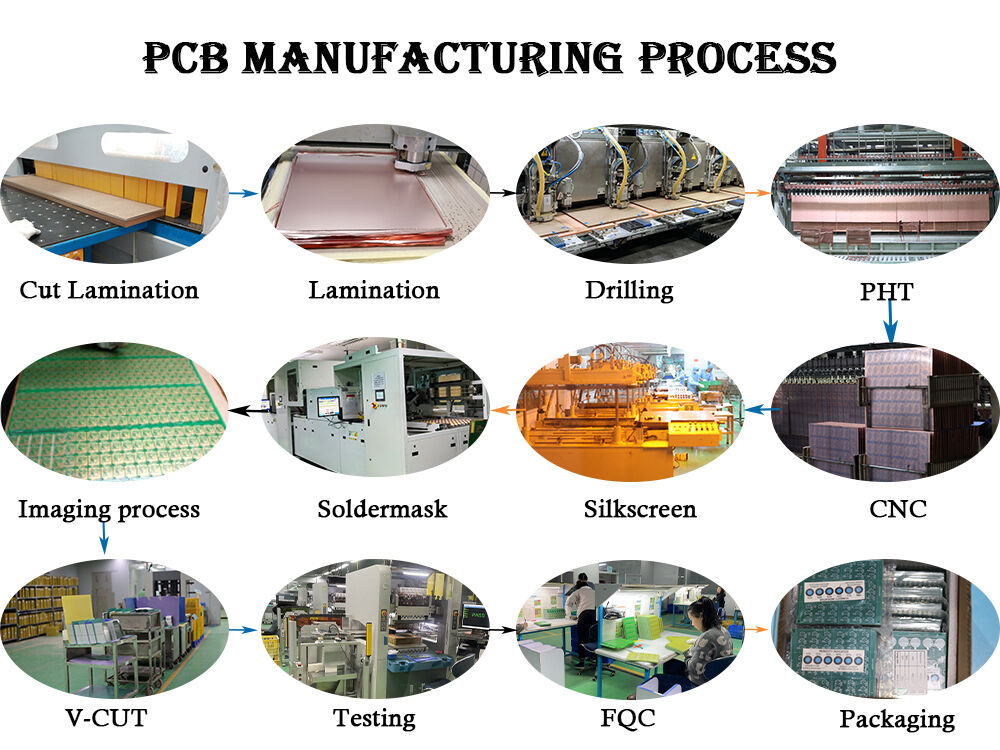
Herstellungsverfahren
Der Herstellungsprozess von keramischen Leiterplatten unterscheidet sich vom Ätzverfahren bei herkömmlichen FR-4-Leiterplatten. Der Schwerpunkt liegt auf der zuverlässigen Verbindung von keramischen Substraten und Kupferschichten. Die gängigen Verfahren lassen sich in folgende Kategorien einteilen, wobei jedes Verfahren über eigene technische Merkmale und Anwendungsbereiche verfügt:
Direktes Kupferfolien-Laminierverfahren
· Kernprinzip: Kupferfolie und Aluminiumoxid/Aluminiumnitrid-Keramiksubstrat werden bei hohen Temperaturen eutektisch verschweißt. Die Kupfer-Sauerstoff-Keramik-Eutektik reaktion wird genutzt, um eine metallurgische Bindungsschicht zu bilden, die eine feste Verbindung zwischen Kupfer und Keramik ermöglicht.
· Verfahrensschritte : Reinigung des Keramiksubstrats → Schneiden der Kupferfolie → Laminieren von Kupferfolie und Keramik → Hochtemperatur-Vakuum-Eutektik-Sintern → Abkühlen → Leiterbahnätzen → Endprüfung des fertigen Produkts.
· Wichtige Merkmale:
Hohe Bindungsstärke, hervorragende Wärmeleitfähigkeit (keine Zwischenschicht erforderlich);
Die Dicke der Kupferschicht bietet eine breite Auswahl (0,1 bis 3 mm) und ermöglicht die Konstruktion von Dickschicht-Kupferleiterbahnen.
Es zeichnet sich durch gute Beständigkeit gegen hohe Temperaturen und thermische Schocks aus und eignet sich für Hochleistungsgeräte.
Nachteile: Hohe Sintertemperatur, hohe Anforderungen an die Ausrüstung, nur für Aluminiumoxid- und Aluminiumnitrid-Keramiken geeignet, nicht kompatibel mit Siliciumnitrid.
Einsatzbereiche: IGBT-Modulsubstrate, Leistungsmodule für Ladestationen, Substrate für Hochleistungs-LEDs.
Aktivmetall-Lötvorgang
· Kernprinzip: Zwischen der Kupferfolie und dem keramischen Substrat wird ein Lot mit aktiven Metallen wie Titan und Zirkonium hinzugefügt. Unter Vakuumbedingungen von 800 bis 950 °C reagieren die aktiven Metalle chemisch mit der Keramikoberfläche und bilden chemische Bindungen, während das Lot schmilzt und die Kupferfolie mit der Keramik verbindet.
· Verfahrensschritte: Vorbehandlung des keramischen Substrats → Beschichten mit Lot → Laminierung von Kupferfolie und Keramik → Vakuumloten → Schaltungsverarbeitung → Nachbehandlung.
· Wichtige Merkmale:
Es weist eine hohe Anpassungsfähigkeit auf und kann auf allen keramischen Substraten wie Aluminiumoxid, Aluminiumnitrid, Siliziumnitrid usw. eingesetzt werden.
Die Sintertemperatur ist niedriger als bei DBC, wodurch die keramischen Substrate weniger beschädigt werden.
Hohe Verbundfestigkeit und hervorragende Beständigkeit gegen thermische Wechsellasten (kein Ausfall nach ≥1000 Zyklen bei -40 bis 150 °C).
Nachteile: Die Kosten für das Lötmaterial sind hoch, und der Prozess ist komplexer als bei DBC.
Einsatzbereiche: Siliziumnitrid-Keramik-Leiterplatten für die Luft- und Raumfahrt, hochzuverlässige Leistungselektroniksubstrate für Fahrzeuge.
Dickschichtverfahren
· Kernprinzip: Metallpaste (Silber, Kupfer, Palladium-Silber-Legierung) wird durch Siebdruck auf die Oberfläche des keramischen Substrats aufgebracht. Nach dem Hochtemperatursintern verfestigt sich die Metallpaste und bildet leitfähige Leiterbahnen, sodass kein Beschichten mit Kupferfolie erforderlich ist.
· Verfahrensschritte: Reinigung des keramischen Substrats → Siebdruck der Metallpaste → Trocknung → Hochtemperatursintern → mehrfaches Drucken/Sintern (Verdickung der Leiterbahn nach Bedarf) → Isolationsschicht-Druck (falls mehrere Schichten erforderlich sind) erforderlich) → Endproduktinspektion.
· Wichtige Merkmale:
Der Prozess ist flexibel, ermöglicht die Herstellung feiner Leiterbahnen und unterstützt mehrschichtige Verdrahtung.
Er weist relativ geringe Kosten auf und eignet sich für Kleinserien- und kundenspezifische Produktion.
Nachteile: Die Wärmeleitfähigkeit der Leiterbahn ist niedriger als bei der kupferbeschichteten Technologie, die Kupferpaste neigt zur Oxidation, und die Zuverlässigkeit ist etwas geringer.
Einsatzgebiete: Leiterplatten für kleine Sensoren, hochfrequente keramische Leiterplatten für medizinische Geräte, kostengünstige keramische Substrate.
Keramik-Verfahren mit niedriger Temperatur Co-Sintern
· Kernprinzip: Keramikpulver wird mit organischen Bindemitteln gemischt, um rohe Keramikbänder zu bilden. Löcher werden gestanzt und mit Metallschlamm (Silber, Kupfer) gefüllt, um Schaltungen/Vias auf den rohen Keramikbändern zu erzeugen. Nachdem mehrere Schichten roher Keramik bänder gestapelt wurden, werden sie bei niedrigen Temperaturen gemeinsam gebrannt, um mehrschichtige keramische Leiterplatten auf einmal zu formen.
· Verfahrensschritte: Herstellung von rohen Porzellanstreifen → Bohren → Befüllen mit Metallschlamm → Schichtung und Stapeln → Niedertemperatur-Co-Firing → Oberflächenmetallisierung → Endproduktinspektion.
· Wichtige Merkmale:
Es ermöglicht eine hochdichte mehrschichtige Verdrahtung und die Integration passiver Bauelemente (Widerstände, Kondensatoren) innerhalb des Substrats.
Hohe Maßgenauigkeit, mit einem Wärmeausdehnungskoeffizienten, der dem von Halbleiterchips entspricht;
Nachteile: Komplexer Prozess, lange Bearbeitungszeit, hohe Kosten und begrenzte Leiterbahndicke.
Einsatzmöglichkeiten: 5G-Basisstationen-RF-Module, miniaturisierte keramische Leiterplatten für die Luft- und Raumfahrt, Hochfrequenzkommunikationsgeräte.
Hochtemperatur-Co-Firing-Keramikverfahren
· Kernprinzip: Ähnlich wie LTCC, jedoch unter Verwendung von reinem Keramikpulver, wobei die Sintertemperatur 1500 bis 1600 °C erreicht; die Metallpaste verwendet hochschmelzende Metalle wie Wolfram und Molybdän.
· Wichtige Merkmale:
Keramik weist eine hohe Dichte auf, und ihre mechanische Festigkeit sowie Hochtemperaturbeständigkeit übersteigen die von LTCC bei Weitem.
Nachteile: Die Sintertemperatur ist extrem hoch, die Leitfähigkeit der Metallpaste ist gering, und die Kosten sind hoch.
Anwendungsszenarien: Extrem heiße Umgebungen, keramische Leiterplatten für Ausrüstungen in der Kernindustrie.
| Prozessart | Sinterungstemperatur | Kernvorteil | Haupteinschränkungen | Typisches Substrat | |
| DBc | 1065~1083℃ | Hervorragende Wärmeableitung und moderater Preis | Nur kompatibel mit Aluminiumoxid/Aluminiumnitrid | Al₂O₃, AlN | |
| AMB | 800~950℃ | Weite Verträglichkeit mit verschiedenen Substraten und hohe Zuverlässigkeit | Hohe Kosten und komplexer Herstellungsprozess | Al₂O₃, AlN, Si₃N₄ | |
| Dickschichtverfahren | 850~950℃ | Flexibel und kostengünstig | Schlechte Wärmeleitfähigkeit und anfällig für Oxidation | Alle keramischen Substrate | |
| LTCC | 850~900℃ | Hochdichte Integration und hohe Maßgenauigkeit | Hohe Kosten und langer Produktionszyklus | Auf Al₂O₃ basierende Keramiken | |
| HTCC | 1500~1600℃ | Es weist äußerst hohe Temperaturbeständigkeit und mechanische Festigkeit auf | Schlechte elektrische Leitfähigkeit und extrem hohe Kosten | Reines keramisches Substrat | |
Anwendungen von keramischen Leiterplatten
Keramische Leiterplatten mit ihrer hervorragenden Wärmeleitfähigkeit, Temperaturbeständigkeit und Isolationseigenschaften werden hauptsächlich in hochwertigen Anwendungen eingesetzt, bei denen strenge Anforderungen an Wärmeableitung und Zuverlässigkeit gestellt werden. Die Kernbereiche und spezifischen Anwendungen sind wie folgt:
Im Bereich der neuen Energiefahrzeuge
· Kernkomponenten: Ladepiles Leistungsmodul, Bord-Inverter, Motorregler, Hochspannungsplatine des Batteriemanagementsystems, LED-Fahrzeuglampen-Treiber-Substrat.
· Anwendungsgründe:
Sie können große Ströme führen, schnell Wärme ableiten, wechselnden Hoch- und Tieftemperaturbedingungen im Fahrzeug standhalten, den stabilen Betrieb von Leistungshalbleitern sicherstellen und die extrem hohen Anforderungen an die Wärmeleitfähigkeit von Aluminiumnitrid-Keramik-Leiterplatten erfüllen. wärmeleitfähigkeitsanforderungen von Aluminiumnitrid-Keramik-Leiterplatten.
Der Bereich der Halbleiter und Leistungselektronik
· Kernkomponenten: IGBT-Modul-Substrat, MOSFET-Packaging-Substrat, Kühlkörper für Hochleistungs-LEDs, Laserdioden-Packaging-Substrat, HF-Leistungsverstärker-Substrat.
· Anwendungsgründe: Der Wärmeausdehnungskoeffizient von keramischen Substraten entspricht dem von Halbleiterchips, wodurch thermische Spannungsversagen reduziert werden. Seine Wärmeleitfähigkeit übertrifft die von FR-4 bei weitem und löst das Wärmemanagementproblem von Leistungsbauelementen. Dabei eignen sich keramische PCBs nach dem Dickfilmverfahren für die Serienproduktion von LEDs.
Luft- und Raumfahrt sowie militärische Bereiche
· Kernkomponenten: Luftgestütztes Radar-Leistungsmodul, Satelliten-Stromverteilungsplatine, Raketentriebwerksregelkarte, Leiterplatte für Lenkflugkörpersysteme, Hochleistungs-Motortreiberplatine für unbemannte Luftfahrzeuge.
· Anwendungsgründe:
Keramische Leiterplatten aus Siliciumnitrid (Si₃N₄) oder nach HTCC-Verfahren widerstehen extremen Temperaturen, Vibrationen, Stößen und Strahlung und eignen sich daher für harsche Einsatzbedingungen in Luft- und Raumfahrt sowie der Militärtechnik. branchen.
Der Bereich medizinischer Geräte
· Kernkomponenten: Leistungssubstrat für hochfrequente Elektroschneider, Gradientenverstärkerplatine für Kernspintomographie (MRT), Steuerplatine für Laserbehandlungsgeräte, Hochspannungsstromversorgungsmodul für Beatmungsgeräte.
· Anwendungsgründe:
Hohe Isolationsfestigkeit (Vermeidung von Leckagegefahr), hohe Temperaturbeständigkeit, stabile Signalübertragung, Erfüllung der Sicherheits- und Zuverlässigkeitsstandards medizinischer Geräte, gute Kosten-Leistungs-Relation von Aluminiumoxid keramische Leiterplatten sind für herkömmliche medizinische Anwendungen geeignet.
Der Bereich der industriellen Steuerung und hochwertiger Ausrüstung
· Kernkomponenten: Substrat für Hochfrequenz-Induktionsheizgeräte, Leistungseinheit für Frequenzumrichter, Servotreiberschaltkarte für Industrieroboter, Signalplatine für Hochtemperatursensoren, Leistungsplatine für Photovoltaik-Wechselrichter.
· Anwendungsgründe:
Beständig gegen hohe Temperaturen, Feuchtigkeit und Vibrationen in industriellen Umgebungen, die hohe Wärmeleitfähigkeit keramischer Leiterplatten im DBC/AMB-Verfahren gewährleistet den langfristig stabilen Betrieb von Hochleistungsanwendungen industrielle Steuerausrüstung.
Der Bereich der 5G-Kommunikation und Hochfrequenz
· Kernkomponenten: hF-Leistungsmodul für 5G-Basisstationen, Substrat für Millimeterwellen-Radar, Hochfrequenzplatine für Satellitenkommunikationsgeräte.
· Anwendungsgründe:
LTCC-Prozess-Keramik-Leiterplatten können eine hochdichte Integration und Einbettung passiver Bauelemente erreichen, weisen geringe dielektrische Verluste auf und eignen sich für die Hochfrequenz-Signalübertragung sowie gleichzeitig die Wärmeabfuhranforderungen von Basisstationen-Leistungsbauelementen. ableitung der Anforderungen von Leistungsbauelementen für Basisstationen.
Spezielle extremere Umweltbereiche
· Kernkomponenten: Steuerplatine für nukleare Industrieausrüstung, Schaltkreisplatine für Tiefsee-Erkundungsroboter, Sensorbasisplatte für Hochtemperatur-Industrieöfen.
· Anwendungsgründe:
Keramik-Leiterplatten sind strahlungs-, korrosions- und hitzebeständig. Ihre Leistungsfähigkeit nimmt in extremen Umgebungen wie nuklearer Strahlung, Tiefseehochdruck und Hochtemperaturofen nicht ab. berylliumoxid-Keramik-Leiterplatten eignen sich für Anwendungen in der Kernindustrie.
Starre RPCB-Herstellungskapazität
| Artikel | RPCB | HDI | |||
| minimale Leiterbahnbreite/Leiterabstand | 3MIL/3MIL(0,075mm) | 2MIL/2MIL(0,05MM) | |||
| minimale Bohrungsdurchmesser | 6MIL(0,15MM) | 6MIL(0,15MM) | |||
| minimale Lötstopplacköffnung (einseitig) | 1,5MIL(0,0375MM) | 1,2MIL(0,03MM) | |||
| minimale Lötstopplackbrücke | 3MIL(0,075MM) | 2,2MIL(0,055MM) | |||
| maximales Verhältnis (Dicke/Bohrungsdurchmesser) | 0.417361111 | 0.334027778 | |||
| impedanzsteuerungsgenauigkeit | +/-8% | +/-8% | |||
| endgültige Dicke | 0,3-3,2 MM | 0,2-3,2 MM | |||
| maximale Platinegröße | 630 MM * 620 MM | 620 MM * 544 MM | |||
| maximale Endkupferdicke | 6 OZ (210 µm) | 2 OZ (70 µm) | |||
| minimale Platindicke | 6MIL(0,15MM) | 3 MIL (0,076 MM) | |||
| maximale Schichtanzahl | 14LAYER | 12LAYER | |||
| Oberflächenbehandlung | HASL-LF, OSP, Immersion Gold, Immersion Tin, Immersion Ag | Immersion Gold, OSP, selektives Immersion Gold | |||
| kohleschwarzdruck | |||||
| Min./Max. Laserlochgröße | / | 3MIL / 9,8MIL | |||
| toleranz der Laserlochgröße | / | 0.1 |


